УДК 669.16:621.78
В.К. Афанасьев, М.В. Чибряков, Э.С. Макаров
(СибГИУ; АО ЗСМК, г. Новокузнецк),
М.М. Сагалакова (ХТИ КГТУ)
ВЛИЯНИЕ ПРОДУВКИ РАСПЛАВА ГАЗООБРАЗНЫМИ ВЕЩЕСТВАМИ НА ПОВЕДЕНИЕ ДОМЕННОГО ЧУГУНА ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
До настоящего времени свыше 80% всей продукции доменных печей составляют так называемые передельные чугуны, т.е. предназначенные для переработки в сталь. Основным препятствием для использования серого чугуна в качестве доступного конструкционного материала с требуемыми физическими, химическими и механическими свойствами является наличие в его структуре пластинчатых выделений графита. Возможность прямого выделения графита из жидких и твердых растворов долгое время была предметом острых дискуссий и сейчас нет однозначной трактовки ряда процессов, связанных с графитообразованием (графитизация, образование графитных сферо-кристаллов и др.). Таким образом, природа этих выделений до сих пор не выявлена и точно известно лишь то, что они уничтожают практически все свойства железа. Именно поэтому стал целесообразным дорогостоящий стальной передел.
Существует многолетний опыт регулирования количества, формы и характера распределения выделений графита, предусматривающий, в конечном итоге, применение дефицитных легирующих элементов (Cr, Ni, Mo, V, Ti, Zr, Ce и др.) для получения высокопрочных чугунов.
При анализе формирования свойств чугуна наименьшее внимание уделяется влиянию "газов", т.е. водорода, азота и кислорода. Несмотря на наличие большого количества сведений о значительном влиянии этих элементов [1, 2] на свойства чугуна, они рассматриваются как примесные.
В настоящей работе изучалось влияние обработки расплава чугуна азотом и водяным паром раздельно и совместно на соотношение структурных составляющих до и после термической обработки. Для исследования был применен доменный чугун следующего химического состава, %: С – 4,2¸4,4; Si – 0,7¸0,8; Mn – 0,7¸0,8; Р – 0,2; S – 0,02; Ti – 0,02; Cr – 0,06; Pb – 0,002; Zn – 0,002. Продувка этого чугуна проводилась в цехе изложниц АО "ЗСМК" на специально сконструированной установке. Чугун из доменного цеха поставляется в цех изложниц и сливается в ковши-отстойники. В ковшах-отстойниках производится корректировка химического состава путем введения ферросплавов. После окончания корректировки чугун выпускается в 60-тонные разливочные ковши. Температура чугуна для продувки азотом должна быть 1280 - 1300°С [3]. После продувки расплава азотом в течение 5, 10 и 20 минут отбирались пробы с кристаллизацией в медной и земляной формах.
Продувка чугуна водяным паром проводилась на том же оборудовании с применением дополнительного устройства, обеспечивающего подачу водяного пара из цеховой магистрали. Падение температуры расплава составляло 2 - 3°С в минуту при продувке через одну фурму и 3 - 4°С в минуту при продувке через две фурмы. Давление пара перед продувкой должно быть не менее 3-х атмосфер и постепенно повышается при погружении фурмы в расплав до 4-х атмосфер и более. При достижении фурмой крайнего нижнего положения сопло ее должно находиться на расстоянии не более 0,5 м от футеровки днища ковша.
Далее обработка чугуна ведется по визуальной оценке перемешивания металла в ковше. Нормальным считается отсутствие разбрызгивания чугуна и шлака, сопровождаемое бурным выделением спеля. Расход водяного пара не должен превышать 20 – 40 м3/час для каждой фурмы. По окончании продувки производится подъем фурмы и постепенно уменьшается давление пара перед фурмой до 1,5 атм.
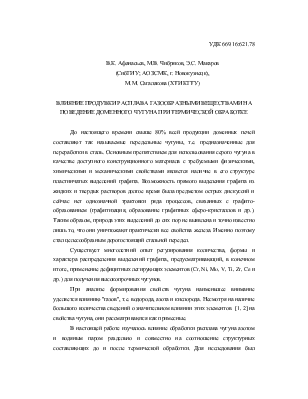
Установка для продувки водяным паром (рисунок) состоит из 2-х одинаковых устройств – левого (а) и правого (б), смонтированных на площадке (1), расположенной над железнодорожным полотном с передаточной тележкой. Каждое устройство состоит из направляющей (2) с перемещающейся по ней кареткой (3) с консолью (4). На консоли закреплена фурма (7). Каретка с консолью и фурмой имеет возможность перемещаться в вертикальном направлении при помощи электротали (5), укрепленной на кронштейне (6). Время продувки водяным паром ограничивается падением температуры расплава с 1270 до 1220°С и составляло 22 мин. Продувка чугуна смесью азота и водяного пара проводилась в течение 5, 10 и 20 минут. До и после продувки отбирались пробы, на которых проводился анализ изменения микроструктуры в сыром и термообработанном состояниях, а количественный металлографический анализ – на микроскопе "Эпиквант".
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.