Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Кузбасский государственный технический университет
Кафедра технологии машиностроения
Отчет по лабораторной работе №3
Вариант 13
ТЕХНОЛОГИЯ ЛИСТОВОЙ ШТАМПОВКИ
Выполнил: ст-т гр. ИТ-051
Дадаев Е. О.
Проверил: Кречетов А. А.
Кемерово 2008
ЦЕЛЬ РАБОТЫ
Разработка технологии изготовления листоштампованной детали, которая заключается в решении следующих задач:
- определение состава и последовательности операций листовой штамповки для получения заданной детали;
- определение размеров заготовки;
- расчёт усилий каждой операции;
- определение способа раскроя листового материала с расчетом коэффициента использования материала;
- выбор оборудования для выполнения каждой операции.
|
№ варианта |
L |
d |
S |
r |
Марка стали |
|
13 |
60 |
100 |
2 |
8 |
15 |
 |
1. Определить размеры исходной заготовки (из пункта вытяжка).
2. Рассчитать усилия для каждой операции листовой штамповки.
- отрезка;
- вырубка;
- вытяжка;
- обрезка.
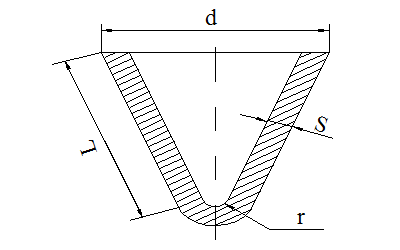
1. Определение размеров исходной заготовки.
![]() -
диаметр заготовки
-
диаметр заготовки
![]()
![]()
Определение площадей поверхностей детали.
Разобьем деталь на простые геометрические элементы:
![]() = площадь
четверти тора (выпуклой);
= площадь
четверти тора (выпуклой);
![]() = площадь конуса
= площадь конуса

![]() мм
мм![]()
![]() - площадь детали
- площадь детали
![]()
![]()
Отрезка:
 K
=1,1; S = 2мм;
K
=1,1; S = 2мм; ![]() = 350МПа; φ =
5º.
= 350МПа; φ =
5º.

Вырубка:
![]() -
полное усилие пресса при вырубке.
-
полное усилие пресса при вырубке.
![]() -
усилие процесса сдвига при вырубке. K=1,1; L = 2πr = 2*3,14*100= 628 мм ; S=2мм;
-
усилие процесса сдвига при вырубке. K=1,1; L = 2πr = 2*3,14*100= 628 мм ; S=2мм;![]() =350МПа
=350МПа
![]()
![]()
![]()
Вытяжка:
![]() -
диаметр детали после первой вытяжки
-
диаметр детали после первой вытяжки
![]() -
после последующих вытяжек
-
после последующих вытяжек
![]() т.к. 100S/
т.к. 100S/![]() =1,53 à (0,5– 0,52)
=1,53 à (0,5– 0,52)
![]() - для этой операции требуется только одна
вытяжка.
- для этой операции требуется только одна
вытяжка.
 -
коэффициент вытяжки на последней операции
-
коэффициент вытяжки на последней операции
![]() -
полное усилие пресса на n-ой операции вытяжки
-
полное усилие пресса на n-ой операции вытяжки
![]() -
усилие n-ой операции вытяжки
-
усилие n-ой операции вытяжки
![]()
Т.к.  применяют прижим
заготовки.
применяют прижим
заготовки.
![]() -
усилие прижима n-ой операции вытяжки.
-
усилие прижима n-ой операции вытяжки.
Т.к. S=2>0,5 мм, то q =1,5-2,5 МПа. Примем q =1,5 МПа.
![]() -
площадь заготовки под прижим.
-
площадь заготовки под прижим.

![]()
![]()
Обрезка:
![]() -
полное усилие пресса при вырубке.
-
полное усилие пресса при вырубке.
![]() -
усилие процесса сдвига при вырубке. K=1,1; L = 2πr = 2*3,14*100= 624 мм ; S=2мм;
-
усилие процесса сдвига при вырубке. K=1,1; L = 2πr = 2*3,14*100= 624 мм ; S=2мм;![]() =350МПа
=350МПа
![]()
![]()
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.