Классификация сварных швов
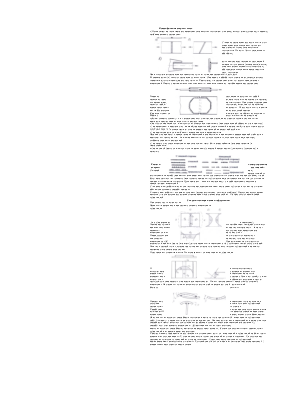
а) В зависимости от взаимного расположения свариваемых элементов: стыковые, нахлесточные, угловые, тавровые, комбинированные соединения.
Стыковые соединения осуществляют путем заполнения расплавленным металлом пространства между свариваемыми элементами. В листах >8мм - специальная обработка,
остальные из перечисленных соединений выполняют угловыми (валиковыми) швами, заполняя расплавленным металлом угол, образов, расплавленными поверхностями соед. элементов.
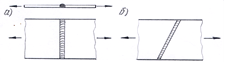
При нахлесточном соединении свариваемые детали частиц ноперекрывают друг друга.
 Разновидностью
(в) является соединение с накладками. Оно проще в обработке элементов под
сварку, но менее экономично, чем стыковые, по расходу металла. Кроме того, эти
соединения отличает резкая концентрация напряжений. Иногда с помощью накладок усиливают
стыковое соединение - комбинированное соединение.
Разновидностью
(в) является соединение с накладками. Оно проще в обработке элементов под
сварку, но менее экономично, чем стыковые, по расходу металла. Кроме того, эти
соединения отличает резкая концентрация напряжений. Иногда с помощью накладок усиливают
стыковое соединение - комбинированное соединение.
Тавровые соединения представляют собой крепление торца одного элемента к поверхности другого, как правило, под прямым углом. При угловом соединении крепятся торцы элементов, находящихся во взаимно перпендикулярных плоскостях. Их осуществляют угловыми швами без разделки или с разделкой кромок.
б)по назначению св. швы относят к рабочим и связующим. Рабочие рассчитывают на прочность по действительному усилию, т.к. их разрушение влечет выход конструкции из строя: связующие не влияют на прочность конструкции их назначают конструктивно.
в)по месту выполнения св. швы делятся на заводские и монтажные (при укрупненной сборке на стр. площадке).
г) по положению в пространстве - нижний, горизонтальный, вертикальный и потолочный, что регламентируется ГОСТОм 11969-75* в зависимости от углов поворота продольной и поперечной осей шва.
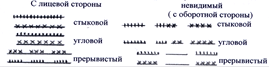
д) по протяженности св. швы бывают непрерывными и прерывистыми.
Прерывистые приводят к концентрации напряжений по концам шва и понижению коррозиционной стойкости в промежутках между швами. Эти швы принимают в качестве связующих для сварки лестниц, площадок, слабонагруженных конструкций.
е) по количеству слоев наложенных при сварке швы могут быть однослойными (однопроходными) и многослойными.
ж) по внешней форме св. швы делятся на нормальные (с плоской поверхностью), выпуклые (усиленные) и вогнутые
Расчет и конструирование сварных соединений.
Стыковой шов, подвергающийся растяжению или изгибу, принимают равнопрочным металлу соединяемых элементов только при условии, что он будет подвергаться тщательному физическому контролю: дефектоскании, рентгеновскими лучами, у лучами или контролю магнитными методами. Цель контроля – выявить внутренние, т.е. не обнаруженные визуально концентраторы напряжений.
Стыковые швы, работающие на сжатие мало подвержены влиянию внутренних дефектов и для них достаточны обычные визуальные способы контроля.
Угловые швы работают в сложных условиях (осевое растяжение- сжатие, изгиб, срез). Последние исследования показали, что за предельное состояние можно принять состояние разрушения. Это допускается повышенной деформацией.
Сварочные напряжения и деформации.
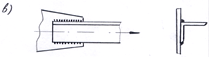
При сварке двух листов в стык.
Возникают продольные и поперечные сварные напряжения и
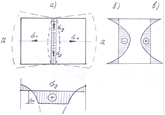 деформации.
деформации.
Эп. σу (продольное напряжение),
Можно представить как комбинацию эпюр, получающихся при наплавке валика на кромку каждого листа. Эпюра σх. возникают вследствие неодновременного наложения св. шва по длине стыка.
В процессе сварки листы стремятся изогнуться выпуклостью вовнутрь, чему препятствует напряжение σх(б). При остывания листы стремятся разогнутся и принять форму (штрихом), отчего возникают напряжения σх(в); суммарная эпюра следует второй. Наличие в средней части двухосного растяжения затрудняет развитие пластических деформаций и повышает возможность хрупкого разрушения.
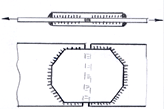
В соединениях угловыми щвами.Так же возникают св. напряжения и деформации.
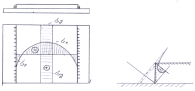
В накладываемом листе нахлесточного соединения развиваются однозначные напряжения по краям и разнозначные в середине. Если лист узкий, т.е. швы находятся на небольшом расстоянии друг от друга, существенно возрастает поперечное напряжение ох. В швах тоже возникают поперечные усадочные напряжения. Внутренняя часть шва оказывается растянутой а поверхност. слой - остывающий
 быстрее
сжатым.
быстрее
сжатым.
Поперечные напряжения часто не велики в следствии наличия угловых деформаций соединяемых элементов.
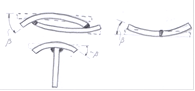
Коробление листов при сварке угловыми швами и стыковом. В тавровом соединении происходит искривление полок, называется гибовидностью. Он не влияют на несущую способность элементов и поэтому часто допустимы.Св. напряжения и деформации - собст. факторы, т.е. возникают при отсутствии внешних сил. Влияние остаточных напряжений на прочность и эксп. способность может оказаться существенным (особенно в условиях плоского напряженного состояния), способствует его хрупкому разрушению. Деформации влияют на геом. размеры, иногда на несущую способность, поэтому в процессе конструкция д. б. заранее известным характер ожидаемых деформаций и их ориентировочные размеры.
Конструктивные мероприятия по устранению и уменьшению остат. св. напряжений и деформаций в общих чертах основаны на след принципах: 1) уменьшение пластических упрочнений на стадии нагревания. 2) искуственное создание пластических удлинений на стадии охлаждения. 3) создание предварительных деформаций противоположных ожидаемым остаточным. 4) уменьшение числа св. швов и их симметричное расположение. 5) рациональная последовательность сварки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.