Приложим усилие затяжки, пакет сместился на, а болт удлинился на. При рабочей нагрузке Q болт удлинился на за счет добавочной схемы: А сжатие пакета уменьшилось на .
Деформация сжатия пакет стала. Следовательно, если эта разность меньше 0, то стык раскроется, т.е. остаточное сжатие пакета Т > 0. Для этого на практике:
Q-из результатов испытаний
Закручивание гаек должно происходить в определенной последовательности, чтобы не вызвать деформаций (перекосов) болтов деталей.
5) Контровка болтового соединения
Существуют следующие виды контровки:
1) за счет сил трения, контргайки, самоконтрящиеся гайки.
2) механическая контровка применяется чаще других. Постановка шплинтов, стопорных шайб, вязкой проволокой.
3) стопорением наглухо-керненых болтов и приваривание гаек.
Оборудование делится на:
1) оборудование для раздельного выполнения операций.
2) оборудование для выполнения операций, в частотном объединении (для 2-3 операций).
3) оборудование для комплексного выполнения операций.
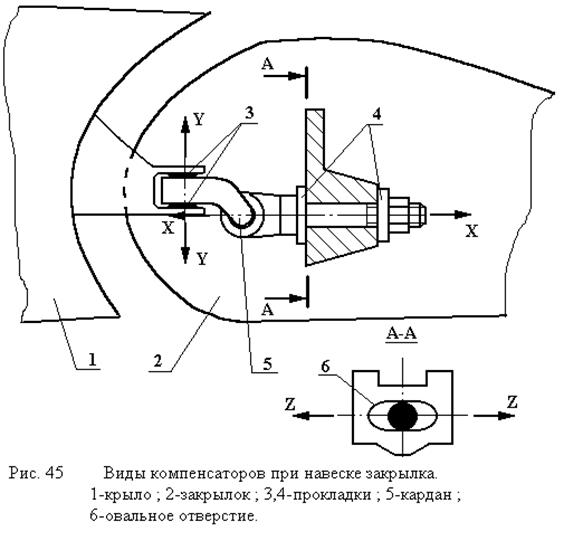
Компенсаторы в разъемных соединениях
Компенсатор представляет собой такой элемент конструкции, за счет которого происходит регулирование величины линейного или углового размера замыкающего звена размерной цепи при сборке узла или агрегата. Применение компенсаторов устраняет деформации и снижает трудоемкость за счет исключения доводочных работ.
Виды компенсаторов
1) Предусмотренное чертежами отклонение размеров сопрягаемых деталей (овальные отверстия или отверстия большого диаметра чем болт).
2) Детали, подбираемые специально для данного размера.
3) Компенсирующие узлы и детали натяжение которых можно изменять до сборки (плавающие анкерные гайки и регулируемые резьбовые детали).
 |
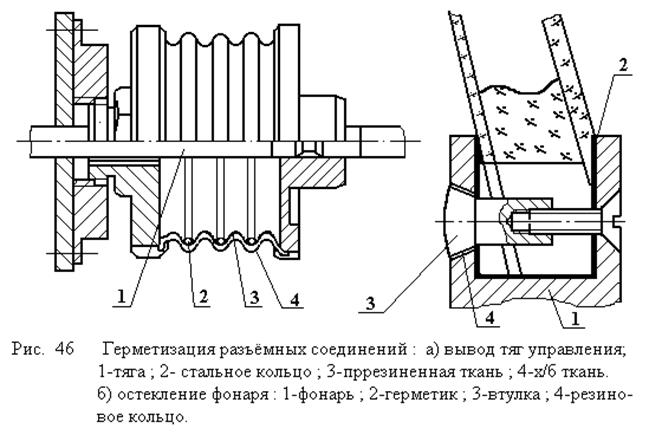
2.7.3. Герметизация разъемных соединений
Нанесение герметика, что и выполнение неразъемных соединений.
Используются гермошайбы.
Операции при постановке болта:
1) обезжиривание болта,
2) смазывание его герметиком,
3) постановка гермошайбы,
 |
Техпроцессы агрегатной и общей сборки самолета
3.1. Агрегатная сборка
Включает сборку отсеков и агрегатов и составляет 18...20% от общей трудоемкости изготовления самолета. В зависимости от конструктивно-технологических особенностей существует три варианта их сборки:
1) сборка отсеков и агрегатов на нивелированной конструкции.
2) сборка панелей конструкции.
3) сборка агрегатов из отсеков.
Состоит в соединении деталей и узлов непосредственно в стапеле общей сборки.
Характерно:
- длительность цикла сборки
- низкий уровень механизации
- невысокое качество соединений
- сложные условия труда
- большая загрузка стапеля
Применяются лишь в опытном производстве.
Сборка кессона крыла.
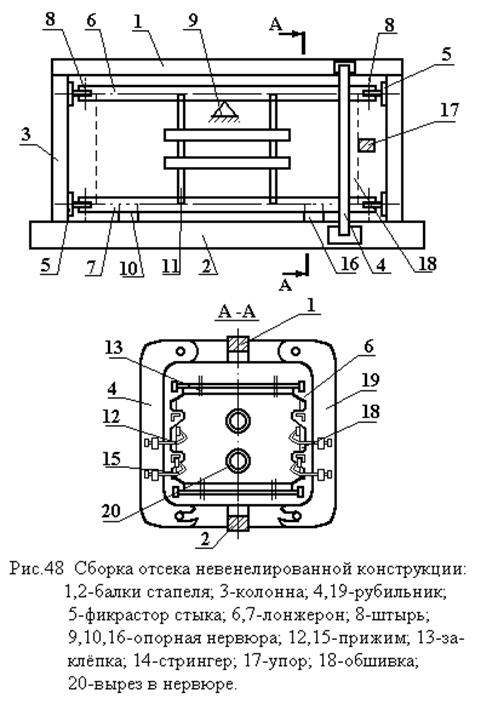 |
Схема сборки непанелирнованной конструкции
Порядок сборки:
1) Установить сборные лонжероны 6, 7 в стапель по фиксаторам стыка 5, 8 и опорам 9, 10.
2) Установить нервюры 11 по рубильникам 4, выполненным по обводам каркаса и зафиксировать прижимами 12.
3) Клепать нервюры и лонжероны.
4) Открыть рубильники, установить стрингера 14 в прорези нервюр (базирование стрингеров по рискам на рубильнике). Закрыть рубильники 4 зафиксировать нервюры и стрингера прижимами 12, 15.
5) Клепать нервюры со стрингерами.
6) Заменить рубильники 4 с одной стороны на рубильники 19.
7) Установить обшивку 18 по опорам 10, 16 и упору 17 и прижать ее к каркасу рубильниками 19.
8) Сверлить отверстия в установленной обшивке по Н.О. каркаса, зенковать со стороны обшивки.
9) Снять обшивку и заменить рубильники 19 на 4.
10) Повторить операции 6, 7, 8 для другой стороны отсека. Клепать обшивку к каркасу (надо готовить поверхности и герметизировать швы).
11) Установить ранее снятую обшивку, вновь заменить рубильники на 19, склепать ее с каркасом:
а) односторонней клепкой;
б) методом накатки
Сборка панелированной конструкции
Состоит в том, что на сборку поступают полностью собранные панели, узлы и небольшое количество деталей.
Панелирование возможно только тогда, когда это позволяет конструкция и это экономически целесообразно.
Схема сборки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.