




































1 ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ ДАННОЙ ГРУППЫ ОБОРУДОВАНИЯ. МЕСТО ОБОРУДОВАНИЯ В ТЕХНОЛОГИЧЕСКОМ ПОТОКЕ
Все оборудование в лесопилении и деревообработке относят к рабочим машинам. Рабочие машины для обработки резанием принято называть станками. Рабочая машина представляет собой сочетание механизмов, осуществляющих движения для выполнения определенной работы.
Для выполнения разнообразных технологических операций в лесопильно-деревообрабатывающем производстве применяют большое число типов и моделей станков. Все технологическое оборудование подразделяют на четыре класса: основное, вспомогательное, транспортное (околостаночное и внутрицеховое), для подготовки режущего инструмента. Это оборудование распределяется по следующим производствам: лесопильному, деревообрабатывающему, специализированному. Круглопильныестанки, как наиболее распространенные, используют во всех производствах. Круглопильная техника обладает наивысшей скоростью пиления и наилучшей стабильностью размеров производимых пиломатериалов среди всех других видов техники лесопиления. В технологии механической обработки древесины круглопильные станки осуществляют продольное, поперечное и под углом к волокнам распиливание древесины, а также древесных плит. При этом в качестве исходного материала служат бревна, брусья, бруски, доски обрезные и необрезные, горбыли и рейки, а также листовые материалы (фанера и плиты). К достоинствам относятся высокая производительность, простота подготовки инструмента, легко встраиваются в лесопильные потоки, отсутствие холостого хода пилы. К недостаткам относится большой расход электроэнергии при большой суммарной высоте пропила.
Кроме того, в лесопильном производстве используют: обрезные станки для двусторонней продольной обрезки кромок у необразных досок (двухпильные Ц2Д-7, Ц2Д-7А), для двусторонней продольной обрезки кромок у необрезных досок и разрезки широких досок на две (трёхпильный станок ЦЗД-7Ф) и на три доски (четырехпильный станок Ц4Д-4), пятипильные обрезные станки для раскроя пиломатериалов типа Ц5Д-8; однопильные для поперечного распиливания (раскряжевки) круглых лесоматериалов (хлыстов, бревен) на различные сортименты (пиловочник, фанерный кряж, рудничную стойку, балансы и др.) типа ЦБ-5 и автоматизированный типа АЦ-1; однопильные для поперечного распиливания (торцовки) пиломатериалов (досок, брусков, горбылей) ЦКБ40; торцовочные трехпильные станки, предназначенные для разрезки (торцовки) обеих сторон досок, поступающих с лесопильного потока, по длине через 250 мм или 305 мм (1 фут) ЦТЗ-2М. Многопильный станок Ц12Д-1 предназначен для распиловки брусьев толщиной 80...200 мм и длиной 2000…8000 мм. на доски.
Форма и размеры распиливаемого материала и направление распила по отношению к направлению волокон определяют тип, размеры и конструктивное устройство станков. Так, в станках для продольного распиливания, как правило, движение подачи осуществляет древесина, а в станках для поперечного распиливания, особенно тяжелых объектов (бревен, брусьев, досок), подачу выполняет чаще пила. При поперечном распиливании легких объектов (брусков, реек и т. п.) часто применяют непрерывную конвейерную подачу брусков в поперечном направлении. Это вполне оправдывает себя, так как повышает производительность станков. Неправильность формы бревен (эллиптичность, конусность, кривизна и наплывы) вызывает необходимость в станках для продольного распиливания неподвижного закрепления их в каретках; при правильной форме материала (брус, доска и пр.) нет нужды в указанном закреплении. Такие материалы перемещаются по столам или вальцам и направляются базами (линейками). Многопильные станки используются для увеличения производительности лесопильного потока и применяются в качестве пилорамы второго ряда для пиления бруса, могут располагаться после круглопильных и фрезернобрусующих станков. Виды и модели круглопильных станков различаются как по схеме устройства, так и по конструктивным признакам, а именно: по количеству пил, виду подачи (ручная или механизированная), типу механизма подачи (вальцы, конвейер, диск, суппорт), виду привода (механический, электрический, гидравлический), а также по общей композиции станка. Последние разработки позволяют совместить функцию кромкообрезного и делительных станков в одной машине. Например, станок HY-2G-120 компании «СтанкоВуд».
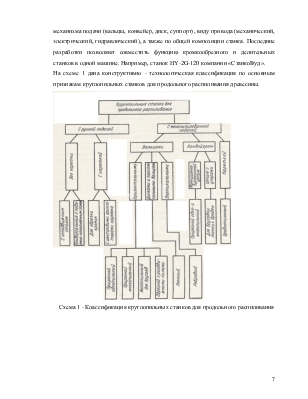
На схеме 1 дана конструктивно - технологическая классификация по основным признакам круглопильных станков для продольного распиливания древесины.

Схема 1 - Классификация круглопильных станков для продольного распиливания
2 КОНСТРУКТИВНО - ЭКСПЛУАТАЦИОННЫЙ АНАЛИЗ ОБОРУДОВАНИЯ ПОДОБНОГО НАЗНАЧЕНИЯ ОТЕЧЕСТВЕННОГО И ЗАРУБЕЖНОГО ПРОИЗВОДСТВА
2.1 Станок Ц12Д-1
Многопильный круглопильный станок Ц12Д-1 устанавливается в лесопильных потоках за среднепросветными лесопильными рамами, предназначен для распиловки брусьев толщиной 80...200 мм и длиной 2000…8000 мм. на обрезные и необрезные доски по ГОСТ 8486-86 и ГОСТ 26002-83. Область применения станка - лесопильное производство. Станок устанавливается в отапливаемом помещении. Температура окружающей среды от +50С до +400С. Станок может использоваться взамен рам 2-го ряда на распиловке двухкантного бруса высотой не более 200 мм. Станок не имеет специального околостаночного оборудования, однако в качестве околостаночного оборудования к станку можно применить рольганг впередистаночный модели ВЦ8Д-8 или рольганг впередирамный модели ПРД 24-2А. Уборка отходов (опилок, отщепов, коры и т.п.) производится через нижнюю, внутреннюю часть станины самотеком (например, на ленточный транспортер).
2.1.1 Краткое описание конструкции
Станина сварная коробчатой формы обеспечивает сборку станка. К станине крепятся все основные механизмы станка. На верхнюю обработанную поверхность установлены пильный механизм, редукторы и детали механизма подачи, передняя и задняя когтевые защиты. Кроме того, по станине выполнена разводка трубопроводов гидрооборудования и электрооборудования. Внутренняя часть станины образует воронку для сброса опилок и мелких отходов. На рисунке 1 приведен общий вид с обозначением составных частей станка. В таблице 1 отражены составные части станка.
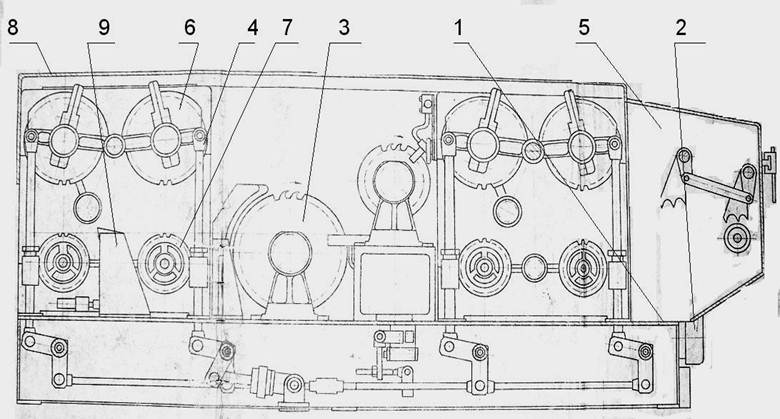
Рисунок 1- Общий вид с обозначением основных частей станка.
Таблица 1 - Составные части станка
|
Позиция |
Наименование |
|
1 |
Станина |
|
2 |
Привод подачи |
|
3 |
Механизм пильный |
|
4 |
Механизм подъема вальцов |
|
5 |
Защита когтевая |
|
6 |
Вальцы верхние |
|
7 |
Вальцы нижние |
|
8 |
Ограждение |
|
9 |
Защита когтевая задняя |
2.1.1.1 Пильный механизм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.