3.4 Установка и эксплуатация пил
Пилы на валу могут быть установлены жестко или «плавающе». При жесткой установке пилы крепятся с помощью шайб и специальных проставок. При применении «плавающей» установки пилы устанавливаются на шлицевых валах с возможностью осевого перемещения и имеют специальные направляющие, в которые подается водовоздушная смесь. Диаметр пилы должен быть минимальным для заданных условий эксплуатации с учетом запаса и последующей переточки. Рабочая частота круглых пил должна быть ниже максимально допустимой на на не менее чем на 10…15%.
4 ВЫБОР И ХАРАКТЕРИСТИКА УСЛОВИЙ РАБОТЫ
В технологическом процессе осуществляется распиловка бруса на 4 доски толщиной по 50 мм каждая. Размеры бруса - 100х6000, древесина хвойная без уточнения породы.
Станок устанавливается в отапливаемых помещениях. Температура окружающего воздуха от +50С до +400С.
5 РАСЧЕТ ОПТИМАЛЬНОГО РЕЖИМА РАБОТЫ
На рисунке 12 приведена функциональная схема станка для продольной распиловки древесины с вальцовой подачей и нижним расположением пилы на валу.
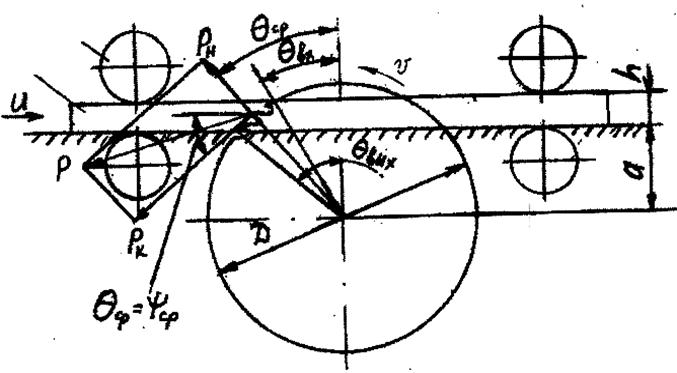
Рисунок 12 - Функциональная схема станка для продольной
распиловки древесины
Скорость подачи распиливаемого материала, м/мин.
 ,
,
где z – число зубьев в пилах;
n – частота вращения пил, мин-1;
UZ – подача на зуб, мм.
5.1 Подача на зуб UZ1 по шероховатости поверхности пиломатериалов
Подача на зуб UZ1 по шероховатости поверхности пиломатериалов принимается согласно рекомендациям, приведенным в табл. 3.3[2]:
UZ1= 0,7 мм.
Для выбора подачи на зуб необходимо определить кинематический
угол встречи ![]() ВЫХ, соответствующий
максимальной толщине срезаемой стружки, град:
ВЫХ, соответствующий
максимальной толщине срезаемой стружки, град:
где а - расстояние от оси вращения пилы до поверхности распиливаемого материала, мм;
R - радиус вращения пилы, мм.
5.2 Подача на зуб UZ2 до заполнения впадин зубьев опилками, мм:
при z![]() 36
36 ![]() =55...700:
=55...700:
 ,
,
где h - высота пропила, мм;
t - шаг зубьев в пилах, мм.
t =![]() ;
;
t = мм;
мм;
 .
.
5.3 Подача на зуб UZ3, ограниченная мощностью электродвигателя механизма резания, мм:
для пил с разведенными зубьями:
 ,
,
где NЭ - мощность электродвигателя, кВт;
![]() - кпд привода механизма
резания,
- кпд привода механизма
резания, ![]() = 0,9;
= 0,9;
i - число пил, работающих одновременно;
ам - коэффициент, учитывающий состояние древесины: для талой ам= 1,0;
![]() - коэффициент, учитывающий
затупление зубьев,
- коэффициент, учитывающий
затупление зубьев, ![]() =1,6;
=1,6;
р – фиктивная удельная сила резания по задней грани зубьев, Н/мм;
р = 4 + 0,036![]() с;
с;
р= 4 + 0,036·57,3 = 6,1 Н/мм;
![]() с – средний
кинематический угол встречи, соответствующий средней толщине срезаемой стружки,
град;
с – средний
кинематический угол встречи, соответствующий средней толщине срезаемой стружки,
град;
 ;
;
кп – давление стружки на переднюю грань зубьев, МПа;
![]() ;
;
![]() МПа;
МПа;
![]() - угол резания, град;
- угол резания, град;
![]() - скорость резания, м/с (
при
- скорость резания, м/с (
при ![]() <70 м/с вместо
<70 м/с вместо ![]() подставляем значение (90 -
подставляем значение (90 - ![]() ));
));
b – ширина пропила, мм;
![]() - удельное сопротивления
резанию от трения стружки о стенки пропила, МПа: для разведенных зубьев
- удельное сопротивления
резанию от трения стружки о стенки пропила, МПа: для разведенных зубьев ![]() = 0,75.
= 0,75.
 .
.
В случае получения отрицательного значения UZ, необходимо вносить коррективы,
соответствующие срезанию микростружки (l<0,1 мм). Вместо коэффициента ![]() подставляем
(
подставляем
(![]() -0,8), а вместо Кп
подставляем Кпμ (Кпμ=Кп+8р).
-0,8), а вместо Кп
подставляем Кпμ (Кпμ=Кп+8р).
По трём из рассчитанных значений подачи на зуб (UZ1, UZ2, UZ3) принимаем меньшее – оптимальное значение UZ, по которому определяем оптимальную скорость подачи U0:
 м/мин.
м/мин.
U0 <Uконстр=10…80 м/мин.
Вывод: т.к. оптимальная скорость U0 не входит в диапазон значений конструктивной скорости Uконстр, необходимо изменить условия распиловки, например, увеличить шаг зубьев пилы.
6 СИЛОВЫЕ И ПРОЧННОСТНЫЕ РАСЧЕТЫ
Вне зависимости от вида режущего инструмента конструкция механизма должна обеспечить прочность, надежность и правильность крепления режущего инструмента; обеспечить правильное движение и состояние инструмента; исключить отклонения рабочих органов под влиянием сил резания.
6.1 Расчет потребной мощности привода механизма резания
На рисунке 13 приведена схема действующих сил сопротивления резанию для круглопильного станка с нижним расположением пилы.
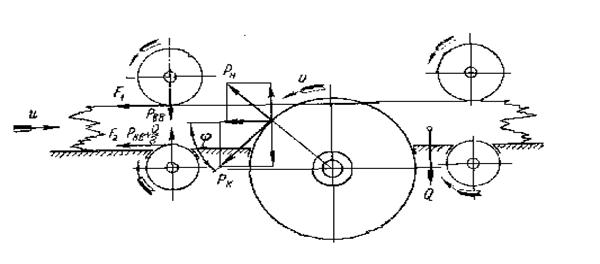
Рисунок 13 - Схема действующих сил сопротивления резанию для круглопильного
станка с нижним расположением пилы
6.1.1 Сила реакции пилы
![]()
где Рк – касательная сила резания, Н;
т — число режущих элементов(12 пил);
Pн — нормальная составляющая силы резания, Н;
![]() —
средний кинематический угол встречи, град.
—
средний кинематический угол встречи, град.
![]() Н.
Н.
Нормальная составляющая силы резания или сила отжима обрабатываемого материала от режущего инструмента может иметь значение в весьма широком диапазоне в зависимости от различных условий резания (скорости резания, величины подачи на зуб, высоты распиливаемого материала, угловых параметров режущих зубьев и др.). Принимаем, что РН = РК.
6.1.2 Расчет силы резания
Скорость резания, м/с,
 ,
,
где D – диаметр пилы, мм;
n – частота вращения пилы, мин-1.
 м/с.
м/с.
Подача на зуб, мм,
 ,
,
где u – скорость подачи, м/мин;
z – число зубьев на пиле, шт.
 мм.
мм.
Кинематический угол встречи на выходе зубьев пилы из материала,…0,
 ,
,
где а – расстояние от оси вращения пилы до поверхности стола, мм.
 .
.
Кинематический угол встречи на входе зубьев в пропил,…0,
 ,
,
где h – толщина распиливаемого материала.
 .
.
Средний кинематический угол встречи и средний угол перерезания волокон древесины,…0,
 ;
;
 .
.
Средняя толщина стружки для разведенных зубьев, мм,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.