2.4.1.2 Механизм подачи
Для уменьшения нагрева масла гидромотор прижимных вальцов вынесен из общей системы, а сами вальцы имеют уникальный профиль, удерживающий заготовку от отклонений при распиловке.
2.4.2 Основные технические данные и характеристики
В таблице 7 приведены основные технические данные и характеристики станка ТА-HGD-2M-250
Таблица 7 - основные технические характеристики станка ТА-HGD-2M-250
|
Наименование параметров |
Данные |
|
Предмет обработки |
двухкантные брусья |
|
Ширина бруса, мм |
до 700 |
|
Толщина бруса, мм |
до 250 |
|
Скорость распила, м/мин. |
0..20 |
|
Диаметр пил, мм |
400 |
|
Диаметр ведомого вала, мм. |
70 |
|
Количество пил на пильных валах, шт |
20 |
|
Количество одновременно вырабатываемых досок, шт. |
до 9 |
|
Масса станка с электро- и гидрооборудованием,кг |
5000 |
|
Общая установленная мощность электродвигателей, кВт |
2475 |
|
Габариты станка, мм: длина ширина высота |
4900 2160 2200 |
2.5 Достоинства и недостатки конструкции и выполнения технологического процесса рассмотренного оборудования
2.5.1 Станок Ц12Д-1
Достоинства конструкции станка:
· большая высота пропила
· высокая производительность станка
· возможность использования пил малых диаметров и толщин, что снижает энергозатраты и потери в опилки
· отсутствие необходимости установки направляющих виде износостойких вкладышей или устройства для подачи водо-воздушной смеси вследствие жестко устанавливаемых пил
Конструктивные недостатки станка:
· большая металлоемкость, громоздкость и сложность станка
· необходимость высочайшей точности установки пил для получения надлежащего качества распила
· риски на распиливаемом материале
· узкий диапазон температурного режима эксплуатации
· наличие избыточных вибраций вследствие громоздкости станка
· необходимость задействования труда двух рабочих
2.5.2 Станок Ц9Д-1
Достоинства конструкции станка:
· более простая конструкция по сравнению с Ц12Д-1
· применение плавающей установки пил позволяет расширить диапазон выпиливаемых сечений без значительного увеличения трудоёмкости процесса настройки
· удачная схема подачи
Конструктивные недостатки станка:
· необходимость использования пил больших диаметров
· необходимость снабжения станка направляющими устройствами
· узкий диапазон температурного режима эксплуатации
2.5.3 Станок Ц8Д-8
Достоинства конструкции станка:
· более простая конструкция по сравнению с Ц12Д-1
· возможность использования пил малых диаметров и толщин
· высокое качество пропила
Конструктивные недостатки станка:
· необходимость установки когтевой защиты для предотвращения выброса распиливаемого материала за счет горизонтальной силы резания
· ограниченность применения станка из-за невозможности распиловки бруса больших размеров
· узкий диапазон температурного режима эксплуатации
· низкая производительность станка по сравнению с рассмотренными моделями Ц12Д-1иЦ9Д-1
2.5.4 Станок ТА-HGD-2M-250
Достоинства конструкции станка:
· отсутствие избыточных вибрациёй в процессе распиловки
· максимальная из рассмотренных моделей возможная ширина заготовки
· относительная компактность станка
· сохранение пильными валами жесткости в широком диапазоне нагрузок
· возможность использования пил наименьших диаметров и толщин
Конструктивные и технологические недостатки станка:
· высокая цена станка
2.6 Пути совершенствования оборудования
С целью упрощения системы настройки постава пил для установки требуемых толщин выпиливаемых сечений, в пильном узле можно установить систему дистанционного регулирования ширин постава пил за счет телескопической настройки валов с индивидуальным гидроприводом. Принципиальная схема телескопической настройки валов приведена на рисунке 8.
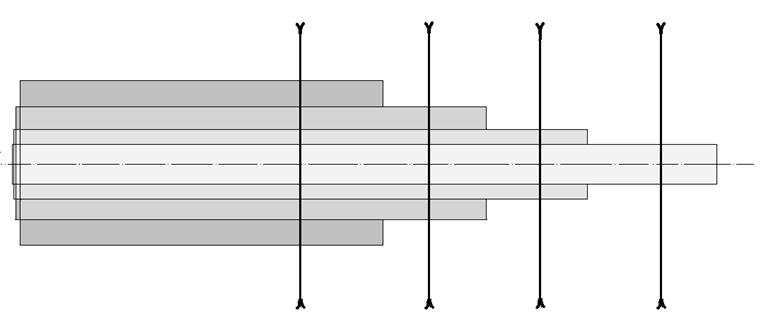
Рисунок 8 - Принципиальная схема телескопической настройки валов
Необходимо адаптировать оборудование к российскому климату и понизить нижний предел диапазона рабочих температур до -300 С. Для устранения явления давления на пилы станки можно оборудовать центрующими устройствами. Также станки можно усовершенствовать путём установки цифровой системы, регулирующей перемещение пильного вала вверх и вниз при помощи электродвигателя в соответствии с глубиной пропила. Для улучшения качества пропила необходимо использовать пилы с электроконтактной закалкой, наплавкой из твёрдого сплава стеллита или с напайками из металлокерамических пластинок. Оборудовать станок кассетной системой замены пил, а для более точной установки пил использовать электронную линейку с электроприводом. Также возможна установка гусеничной системы подачи, которая должна обеспечивать точность и прямолинейность распиловки.
3 ХАРАКТЕРИСТИКА РЕЖУЩЕГО ИНСТРУМЕНТА
Серийно выпускаемые круглые пилы подразделяют на пилы с плоским диском, конические односторонние с правой и левой конусностью и строгальные с поднутрением диска. Плоские пилы с круглым диском для распиливания древесины выпускают по ГОСТ 980-80 из стали 9ХФ двух типов: для продольной и поперечной распиловки. Конические пилы для продольной распиловки древесины выпускаются по ТУ 14-1-1809-76.
3.1 Эскиз режущего инструмента
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.