



















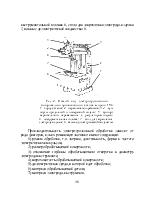







поверхностей детали, осаждение покрытия и обработка нанесенного покрытия.
Подготовка деталей к покрытию состоит из механической обработки поверхностей, изоляции поверхностей детали, не подлежащих восстановлению, обезжиривания обрабатываемой поверхности и декапирования.
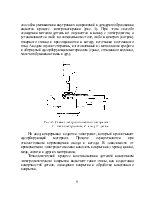
Выбор способа механической обработки зависит от назначения покрытия. Когда покрытие наносят с целью восстановления изношенной поверхности, назначают методы механической обработки для получения правильной геометрической формы (точение, шлифование и т.д.). Детали, наращиваемые противокоррозионными покрытиями, обычно подвергаются пескоструйной (металлическим «песком») обработке.
Поверхности детали, не подлежащие восстановлению, изолируют, используя различные лаки и синтетические материалы (полихлорвиниловый пластик, цапон-лак и др.).
Обезжиривание поверхности производят одним из следующих способов:
– обрабатывают поверхность растворителями (бензин, уайт-спирит);
– производят механическую очистку «венской» известью (кашицеобразный раствор кальцемагниевой извести);
– обезжиривают в растворах щелочей (производят путем погружения деталей в горячий щелочной раствор (t= 50...60 °C) и выдерживают в нем 5...15 мин).
После процесса обезжиривания производят промывку детали в горячей и холодной воде.
Декапирование (анодная обработка деталей) – это удаление тончайших окисных пленок с обрабатываемой поверхности детали, которые образуются во время обезжиривания и промывки, а также обнажения структуры металла детали.
Обработка детали после нанесения покрытия включает такие операции, как нейтрализацию детали после нанесения покрытия, промывку детали в холодной и горячей воде, удаление изоляции и механическую обработку восстановленной поверхности до требуемого размера.
При выполнении работы подлежат регистрации следующие параметры.
1. Величина тока, А (с определением плотности тока, А/дм2).
2. Величина напряжения электролиза, В.
3. Площадь обработки, дм2.
4. Толщина покрытия, мкм.
Результаты эксперимента должны быть сведены в табл. 3 и представлены графически.
Т а б л и ц а 3
Таблица экспериментальных данных
|
№ п/п |
Время электролиза Т, мин |
Расчетная толщина покрытия δ, мкм |
Эксперимен- тальная толщина покрытия δ, мкм |
Напря- жение U, В |
Ток I, А |
Плотность тока i, А/дм2 |
|
1 |
||||||
|
2 |
||||||
|
3 |
||||||
|
4 |
По результатам проделанной работы должны быть сделаны выводы, отражающие решение поставленных задач, и объяснение полученных зависимостей.
2. Необходимое оборудование, приборы,
инструменты и материалы
1. Установка для электролитического осаждения металла.
2. Электролит.
3. Обрабатываемая деталь.
4. Микрометр.
5. Секундомер.
3. Порядок выполнения работы
1. Ознакомиться с технологическими процессами восстановления деталей электролитическим наращиванием.
2. Рассчитать по формуле (2) теоретическую толщину покрытия в зависимости от времени электролиза.
3. Подготовить детали к электролитическому наращиванию.
4. Произвести нанесение электролитического покрытия при различном времени электролиза.
5. Произвести измерения толщины полученного покрытия в каждом случае.
6. Результаты расчета и измерений занести в таблицу. Сравнить теоретически рассчитанные значения толщины покрытия с результатами эксперимента.
7. Построить график зависимости толщины покрытия от времени электролиза, на котором указать теоретическую и экспериментальную кривые.
9. Сделать выводы по работе.
10. Оформить отчет.
4. Содержание отчета
1. Титульный лист по общепринятой форме кафедры ТМС.
2. Наименование работы.
3. Схема процесса электролитического наращивания.
4. Используемое оборудование и инструменты.
5. Таблица результатов эксперимента.
6. Графики полученных зависимостей.
7. Выводы по работе.
|
Лабораторная работа № 2
Электроалмазное шлифование
восстановленных деталей
Цель работы: ознакомиться с процессом электроалмазной обработки восстановленных деталей, определить производительность процесса в зависимости от основных параметров обработки.
1. Общие сведения
На многих ремонтных предприятиях для восстановления изношенных деталей машин применяют различные методы нанесения покрытий, наплавки и наварки. Износостойкие материалы, нанесенные на детали с помощью этих методов, плохо поддаются механической обработке. В большинстве случаев их обрабатывают абразивным или алмазным шлифованием. При обработке покрытий на основе никелевых сплавов (ПГ-СР и СПГ-Н) абразивными кругами производительность составила соответственно 98 и 42 мм3/мин, что в 3–6 раз ниже, чем при алмазном шлифовании. Абразивные круги быстрее изнашиваются и на поверхности покрытий, в результате прижогов, образуются микротрещины.
Из-за низкой производительности и быстрого размерного износа кругов применяемые способы абразивного и алмазного шлифования не удовлетворяют требованиям производства. Особенно это относится к предварительной обработке, когда удаляется до 90 % объема покрытия, нанесенного на деталь.
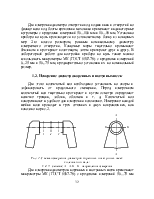
Электрохимикомеханические методы обработки металлов, основанные на принципе анодного растворения, отличаются от технологических процессов электрохимического формирования механическим удалением продуктов электрохимических реакций с обрабатываемой поверхности. Основными разновидностями этой группы методов являются: анодно-механическая обработка, электрохимическое (синонимы: электролитическое, электроабразивное, электроалмазное) шлифование и обработка с применением нейтрального инструмента.
Сущность электрохимикомеханического шлифования заключаются в сочетании процессов анодного растворения материала с механическим съемом продуктов его растворения абразивов и алмазов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.