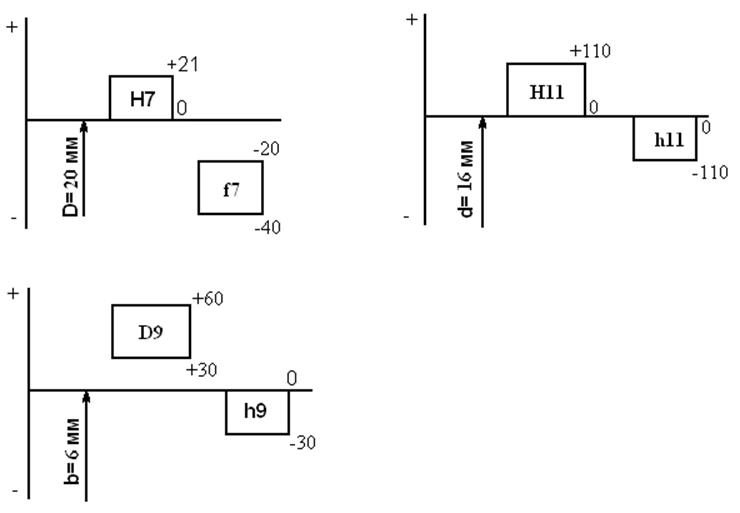
установленным отклонениям вычерчиваем раздельные схемы расположения полей допусков на соединения внутреннего кольца подшипника с валом и наружного кольца с отверстием корпуса с указанием наименьших и наибольших натягов и зазоров;
- по максимальному и минимальному значению радиального зазора для подшипника основного ряда определяем среднее значение начального зазора:
 , мкм
, мкм
S1=12.5 мкм
Находим значение приведенного среднего диаметра беговых дорожек циркуляционно-нагруженного кольца подшипника:
- для внутреннего кольца:
 (5.2)
(5.2)
- для наружного кольца:
 (5.3)
(5.3)
где d0—приведенный диаметр внутреннего кольца; D0—приведенный диаметр наружного кольца; d—внутренний диаметр внутреннего кольца; D—наружный диаметр наружного кольца.
d0=40.5 мм, D0=61.5 мм.
Определяем величину диаметральной деформации беговой дорожки циркуляционно-нагруженного кольца после посадки его на сопрягаемую деталь с натягом.
При посадки внутреннего кольца на вал:
Δ ,
мкм (5.4)
,
мкм (5.4)
При посадке наружного кольца в корпус:
Δ ,
мкм
(5.5)
,
мкм
(5.5)
где NЭ – эффективный натяг,
мкм (![]() )
)
NЭ=2.55
Δ![]() =1.9
мкм
=1.9
мкм
Δ![]() =2.1
мкм
=2.1
мкм
- по величине диаметральной деформации циркуляционно-нагруженного кольца определяем посадочный зазор S2 подшипника после посадки его на вал или корпус:
![]() Δ
Δ![]() ,
мкм
(5.6)
,
мкм
(5.6)
или
![]() Δ
Δ![]() , мкм (5.7)
, мкм (5.7)
S2=10.5 мкм
Задание №6
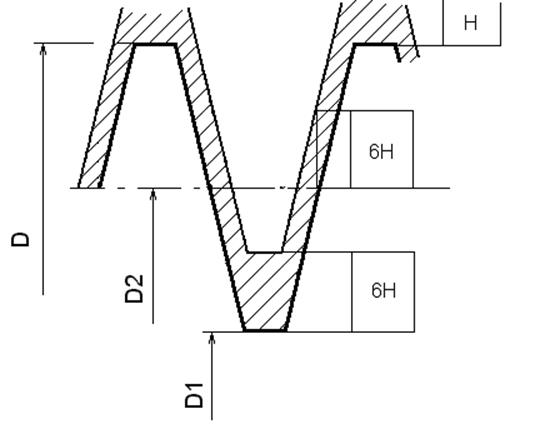
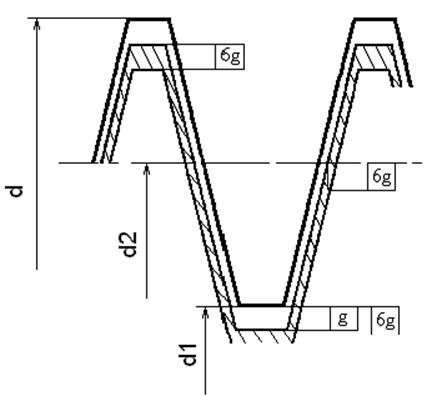
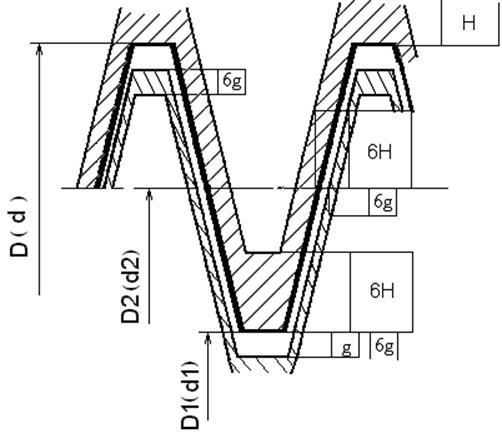
При измерении резьбового соединения на чертеже имеем диаметр 20 мм, длина свинчивания 14мм, задаемся шагом 2 мм.
По длине свинчивания и по классу точности определяем поле допуска наружной (6g) и поле допуска внутренней резьбы (6H).
Резьбовое соединение:
М20х1-![]()
D(d)=20 мм—наружный диаметр
D1(d1)=17.835 мм—внутренний диаметр
D2(d2)=18.701 мм—средний диаметр
dmax=20-0.003=19.993 мм
dmin=20-0.020=19.98 мм
d1max=17.835-0.007=17.828 мм
d2max=18.701-0.007=18.694 мм
d2min=18.701-0.020=18.681 мм
Dmin=20 мм
D1max=17.835+0=17.835 мм
D1min=17.835+0.013=17.848 мм
D2max=18.701+0.013=18.714 мм
D2min=18.701 мм
Поле допуска гайки по 6![]()
Поле допуска болта по 6![]()
Поле допуска резьбового соединение:
Задание №7
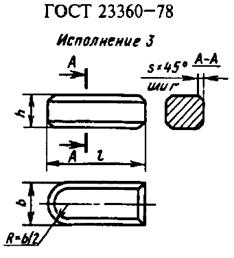
h=7 мм
b=7 мм
l=20 мм
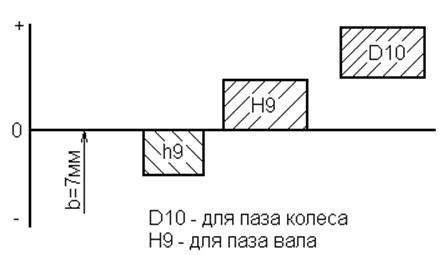
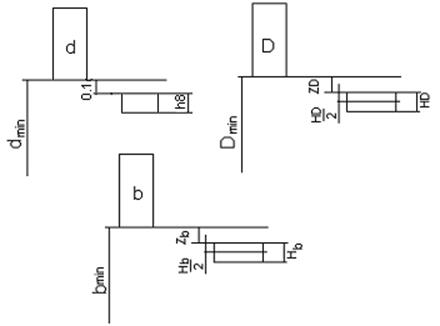
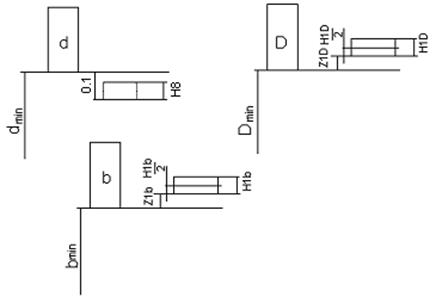
Поля допусков на шпоночную канавку распределяются следующим образом:
Задание №8
Составление размерной цепи:
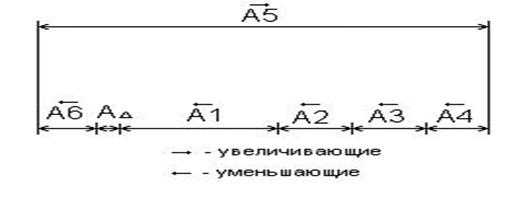 |
Определяем номинальные размеры звеньев размерной цепи:
А1=19 мм
А2=8 мм
А3=8 мм
А4=4 мм
А5=42 мм
А6=3 мм
Проверяем правильность назначения номинальных размеров:
![]() (8.1)
(8.1)
A5-(A1+A4+A6)=0
1) Расчет размерной цепи на максимум-минимум:
а) Метод равных допусков:
ТАΔ= т.е.
т.е.
ТА1=ТА2=ТА3=ТА4=ТА5=ТА6
 (8.2)
(8.2)
TAср=0.033
б) Метод одного квалитета:
 (8.3)
(8.3)
aср=33,67
По aсрвыбираем ближайший квалитет, по ГОСТу 25346-82 а=40, следовательно принимаем 9 квалитет, по которому назначаем допуски составляющих размеров в соответствии с их номинальной величиной:
ТА1=0.052
ТА2=0.036
ТА3=0.036
ТА4=0.030
ТА5=0.062
ТА6=0.025
При этом должно выполняться условие:
ТАΔ≥ (8.4)
ТАΔ=0.2
=0.241
На каждый составляющий размер назначаем предельные отклонения. Для размеров «отверстий» допуски по отношению к номинальному размеру назначаются кА для основного отверстия, т.е. в сторону увеличения размера. Для размеров «валов» допуск назначается как для основного вала, т.е. в сторону уменьшения размера, на все другие размеры—симметрично к номинальному.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Окончательный контроль правильности назначения отклонений осуществляем по формулам:
 (8.5)
(8.5)
 (8.6)
(8.6)
0.4≥0.407
0.2≤0.267
Условия 8.5 и 8.6 выполняются, следовательно предельные отклонения назначены правильно.
2) Расчет размерной цепи теоретико-вероятностным методом
а)метод равных допусков:
ТА1=ТА2=ТА3=ТА4=ТА5=ТА6
По методу равных квалитетов средний допуск рассчитывается по формуле:
 (8.7)
(8.7)
![]()
б) Метод одного квалитета:
 (8.8)
(8.8)
aср=87,004
По aсрвыбираем ближайший квалитет, по ГОСТу 25346-82 а=64, следовательно принимаем 10 квалитет, по которому назначаем допуски составляющих размеров в соответствии с их номинальной величиной:
ТА1=0.084
ТА2=0.058
ТА3=0.058
ТА4=0.048
ТА5=0.100
ТА6=0.040
При этом должно выполняться условие:
ТАΔ≥ (8.9)
(8.9)
ТАΔ=0.2
=0.166
На каждый составляющий размер назначаем предельные отклонения. Для размеров «отверстий» допуски по отношению к номинальному размеру назначаются кА для основного отверстия, т.е. в сторону увеличения размера. Для размеров «валов» допуск назначается как для основного вала, т.е. в сторону уменьшения размера, на все другие размеры—симметрично к номинальному.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Окончательный контроль правильности назначения отклонений осуществляем по формуле:
 ( 8.10)
( 8.10)
0.3=0.3
Условия 8.10 выполняется, следовательно предельные отклонения назначены правильно.
Задание №9
По справочнику определили,
что Tp=0.012, ![]() 0.072, TR=0.018, F=0.4
0.072, TR=0.018, F=0.4
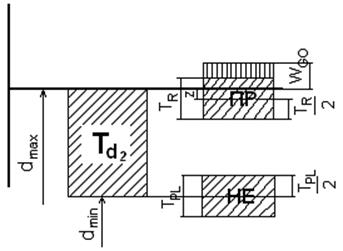
Размеры калибров-колец определятся следующим образом:
DПР=dmax+Tp+H/12=19.993+0.012+0.072=20.077 мм
D2ПР=d2max-TR/2=18.694-0.009=18.685+0.014 мм
D1ПР=d1max-TR/2=17.828-0.009=17.819+0.014 мм
DНЕ=dmin+Tp+H/12=19.98+0.012+0.072=20.064 мм
D2НЕ=d2min-TR/2=18.681-0.009=18.672+0.014 мм
D1НЕ=d1max-TR/2-2F=17.828-0.009-0.4=17.419+0.028 мм
Расположение полей допусков калибров-колец
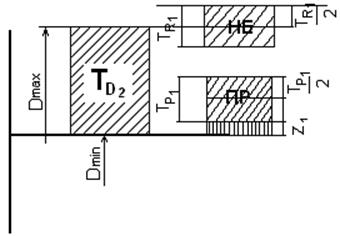
Размеры калибров-пробок:
dПР=Dmin+TR/2=20+0.009=20.009-0.018 мм
d2ПР=D2min+TR/2=18.701+0.009=18.71-0.009 мм
d1ПР=D1max-Tp-H/12=17.835-0.012-0.072=17.751 мм
dНЕ=D2max+TR/2+2F=18.714+0.009+0.4=19.123-0.022 мм
d2НЕ=D2max+TR/2=18.714+0.009=18.723+0.014 мм
d1НЕ=D1max+Tp+H/12=17.835+0.012+0.072=17.919 мм
Расположение полей допусков калибров-пробок
Задание №10
По справочнику назначаем поля допусков
На вал:
![]()
На втулку:
![]()
Обозначение шлицевого соединения имеет вид:
расположение полей допусков:
Задание №11
Расчет калибров пробок:
 (11.1)
(11.1)
Dk=19.996 мм
![]() (11.2)
(11.2)
dk=15.9 мм
 (11.3)
(11.3)
bk=6.022 ![]() =19.988 мм расположение поле допуска на
изготовление калибра-пробки:
=19.988 мм расположение поле допуска на
изготовление калибра-пробки:
Расчет калибров скоб:
 (11.4)
(11.4)
Dk=20.025 мм
![]() (11.5)
(11.5)
dk=15.9 мм
 (11.6)
(11.6)
bk=6.008 ![]() =20.033 мм расположение поле допуска на
изготовление калибра-скобы:
=20.033 мм расположение поле допуска на
изготовление калибра-скобы:
Задание №13
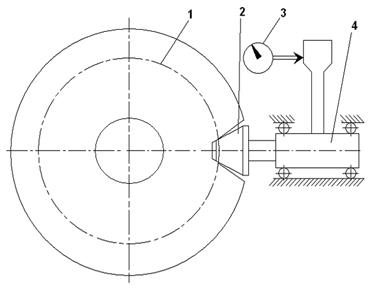 Радиальное биение зубчатого
венца 1 контролируют на
биениемерах (25003, Б-10М, БВ-5015, БВ-5050, БВ-5060, БВ-5061), имеющих
модульные профильные наконечники
Радиальное биение зубчатого
венца 1 контролируют на
биениемерах (25003, Б-10М, БВ-5015, БВ-5050, БВ-5060, БВ-5061), имеющих
модульные профильные наконечники
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.