По мере накопления в стационарных бункерах партий пиломатериалов,рассортировки на линии сортировки сырых пиломатериалов, пиломатериалы несортировочной пачкой подаются мостовым краном на подающий цепной конвейер ШФМ.
При постановке неорганизованной пачки или организованного пакета ,когда пакеты пиломатериалов подвозятся автолесовозом с пакетоукладчиком и (или) сортировочной площадки ,крановщик должен поднести пакет (пачку) выровненным торцом к отбойнику.При этом достигается равномерная подача пиломатериалов по одной стороне подающего цепного конвейера.
При постановке организованного пакета на подающий цепной конвейер он должен быть расформирован в неорганизованную пачку.
Оператор должен следить ,чтобы на приемный конвейер устанавливалось не более
трех пакетов, расстояние между которыми должно быть не менее 1,0 метра.
Оператор следит за перемещением досок ,при необходимости поправляет их.Если пиломатериалы поданы на подающий цепной конвейерШФМ организованным пакетом ,оператор,кроме направки пиломатериалов ,удаляет рейки с конвейера.
Выравнивать (поправлять) пиломатериалы на конвейере ,а так же удалять рейки можно только после его остановки.
Подающий цепной конвейер транспортирует пиломатериалы в приямок наклонного конвейера 1.
Перед перемещением приемным конвейером пиломатериалов к наклонному конвейеру необходимо убедиться в отсутствии людей на его путк.
Загрузка пиломатериалами первого наклонного конвейера должна производиться равномерными частями.Во избежание механических повреждений досок не допускается заполнять приямок перед конвейером более чем наполовину его вместимости.
С подающего конвейера доски через два подъемных (наклонных)конвеера подаются поштучно на питающий конвейере ,с которого они перемещаются по рольгангу дозировачного ската и останавливаются упорами перед дозатором распредилительного устройства.
Подъемные рычаги дозатора перемещают доски на распределительный конвеер.Распределительный конвейер (расстояние между упорами 400метров) доставляет доски на перегонные ролики ,где каждая вторая доска,находящаяся на низком захвате распределительного конвейера перемещается в другой конец стола до упора.
С распределительного конвейера доски перемещаются на сборный конвейер ,на котором формируется слой (ряд) штабеля.
Когда слой набран поднимаются рычаги перемещения,подхватывая слой досок уносят его вперед и,наклоняясь вниз,опускают на подштабельную тележку,установленную на лифте штабелеформировачного устройства.
После чего на слой пиломатериалов опускается рама устройства подачи прокладок ,и укладываются межрядовые прокладки,рычаги перемещения отводятся назад при этом стопоры слоев предотвращают смещение пиломатериалов.
Рама прокладкораздатчика поднимается ,лифт опускается на высоту слоя вниз.Оператор раздачи прокладок следит за их качеством и правильностью положения межрядовых прокладок и досок в слое.Поправлять прокладки и доски на штабеле допускается только при полной остановке прокладораздаточного и сборного конвейера.
Подача прокладок на ШФМ происходит автоматически. Прокладки по линии пакетирования по ленточному конвейеру подаются в карман , откуда конвеером для прокладок доставляются на дно прокладоподъемника №;1.
Подъемник №1 поднимает прокладки с шагом 400мм на дно подъемника №2.Захваты прокладоподъемника№2 перемещают прокладки с шагом 200мм по одной на подающий конвеер прокладок.С подающего конвейера прокладки перемещаются по рольгангу дозировочного ската вниз на дозатор прокладок.Захваты дозатора прокладок поднимают прокладки ,сохраняя положение на скат,между крючковыми валами прокладораздаточного конвеера.Крючковые валы перемещают прокладки в правильном положении над рамой прокладораздатчика.Рама прокладораздатчика подхватывает сверху с крюков и остается в промежуточном положении ожидать формирования слоя на лифте,а прокладораздаточный конвеер доставляет новые прокладки.
Для разделения штабеля на части, на уложенные прокладки укладывается таким же образом еще один ряд прокладок.
Оператор прокладораздатчика должен следить , чтобы захваты дозатора поднимали по одной прокладки, не допускать подачи на формируемый штабель ломаных прокладок , а так же перекоса укладываемых прокладок.
Поправку прокладок на штабеле или удвление ломаных прокладок на штабеле производить только при остановленном оборудовании крючком или багром .
Процесс набора (рядов)повторяется пока,не наберется количество слоев ,заложенное в счетчике ,после чего набор слоев автоматически прекращается.
По окончанию формирования штабеля оператор по раздачи прокладок укладывает на верхний слой досок посередине и по краям штабеля ( в зависимости от длины крайних досок ) три металлических скобы ,для предотвращения падения досок со штабеля.
Лифт опускается в нижнее положение,подштабельная тележка со штабелем сходит с лифта и подается на траверсную тележку,где она должна быть надежно зафиксирована.
Подштабельная тележка со штабелем ,предназначенным для сушки в камерах фирмы’’ VALMET’’ №4 линии сушки и пакетирования,транспортируется от ШФМ при помощи траверсной тележки на рельсовый путь склада промежуточного хранения перед сушильными камерами.Для перемещения подштабельной тележки на рельсовый путь перед сушильными камерами ,траверсную тележку необходимо установить точно против головок рельсового пути.
При транспортировки сушильных штабелей допускается нахождение людей на ее пути не ближе 6м ,а так же не допускается нахождение посторонних предметов препятствующих движению тележки.
Штабеля допускается перемещать со скоростью не более 1,2 м/с без толчков .Состояние рельсовых путей должно постоянно проверяться.Недопустимые прогибы и искривления рельсов следует устранять.Зазор между рельсами траверсной тележки и путями к сушильным камерам должен быть не более 10мм.
Траверсная тележка должна иметь упоры для надежного удержания подштабельных тележек,а так же фиксатор для точного совмещения рельсов.
В обоих концах траверсной тележки должны быть упоры –ограничители.Расстоянте от упоров-ограничителей до стены здания должно быть не менее 1м.
Штабеля пиломатериалов, предназначенные для сушки в сушильных камерах №2 и №3 ,на траверсной тележке выкатываются из здания ШФМ.Траверсная тележка и подштабельная тележка со штабелем должны быть зафиксированы от передвижения.Автопогрузчиком части штабеля (штабель в процессе формирования разделяют по высоте на несколько равных частей двойными прокладками)снимаются с тпаверсной тележки ,ставятся на тракторную тележку и транспортируются к сушильным камерам фирмы ‘’VALMET’’№2 И №3.
У сушильных камер №2 и №3 части штабеля автопогрузчиком снимаются с тракторной тележки и ставятся на швеллерные подштабелбные балки,длиной 1,9м ,перед сушильными камерами или на фундамент для создания буферного запаса(КТП50200.302).
При отсутствии штабельной тележки пиломатериалы снимаются с траверсной тележки и временно складируются на фундаментах ,специально оборудованной площадки.
Требования к фундаментам и процессу формирования штабелей изложены в КТП50200.00302.
На одном фундаменте формируются штабеля одной породы.
Подштабельная тележка на траверсной тележке возвращается обратнов зданиеШФМ.
Скатывается на рельсовый путь перед пятой сушильных камер,откуда тельвером со специальным захватом перемещается на рельсовый путь линии возврата вагонетки к ШФМ.
Схема технологического процесса.
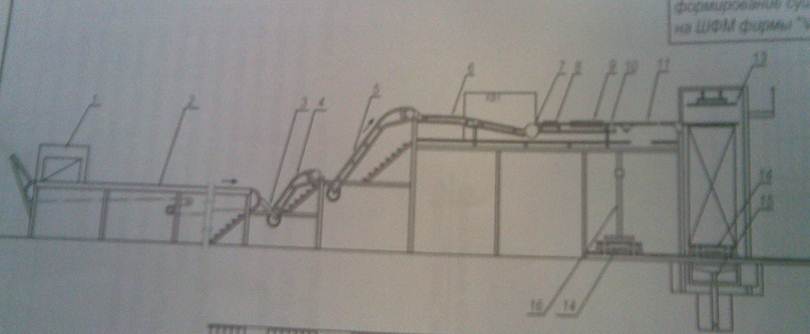
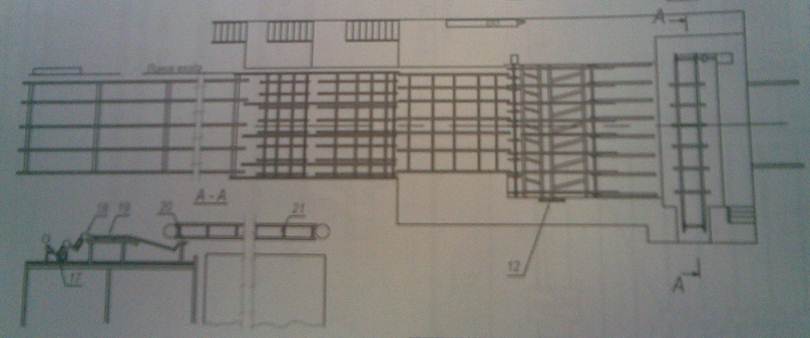
1-отбойник 11-сборочный конвейер
2-подающий цепной конвейер 12-тильный узел
3-приямок 13-рама прокладкораздатчика
4-наклонный цепной конвейер1 14-подштабельная тележка
5-наклонный цепной конвейер2 15-лифт
6-питающий конвейер 16-кран-балка
7-дозирующее устройство 17-подьёмник прокладок1
8-торце 18-подьёмник прокладок2
9- прогонные ролики 19-конвейер подачи прокладок
10-распределительный конвейер 20-толкатели прокладок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.