





















































1. Загальна частина
1.1. Характеристика виплавляємої сталі
Марка сталі E . Використовується для прокатних сталевих листів для суднобудування. Технічні умови ГОСТ 5521-93
Таблиця 1. Хімічний склад сталі.
|
Марка сталі |
Масовий склад елементів в %. |
||||
|
С |
Mn |
Si |
Не більш |
||
|
P |
S |
||||
|
E |
0.13-0,18 |
0,7-1,4 |
0,15-0,35 |
н.б.0,040 |
н.б.0,040 |
1.2. Характеристика конструкції ДСА.
Характеристика конструкції ДСА.
Двухванні сталеплавильні агрегати мають два робочих простору (камери) з загальним зводом, які зв'язані між собою сполучним вікном. Кожна камера забезпечена трьома фурмами для подачі кисню і шістьма стаціонарними газо-кисневими пальниками, які використовуються для організації руху газів у робочому просторі і підігріву металу в період доведення. Всі основні розміри кожного робочого простору обрані з урахуванням інтенсивної продувки ванни киснем.
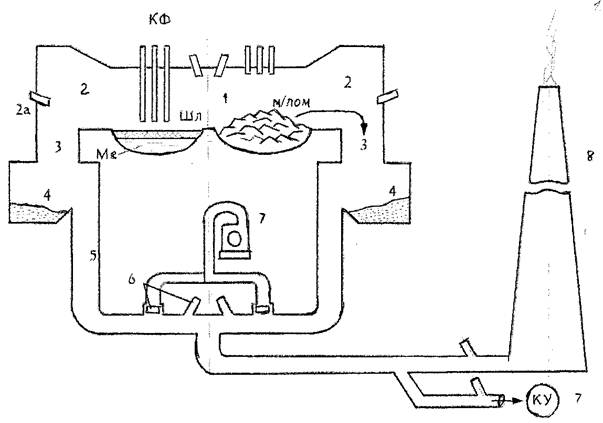
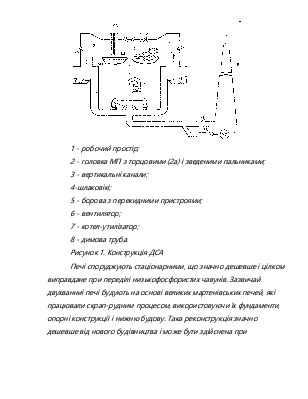
1 - робочий простір;
2 - головка МП з торцовими (2а) і зведеними пальниками;
3 - вертикальні канали;
4-шлаковікі;
5 - борова з перекидними пристроями;
6 - вентилятор;
7 - котел-утилізатор;
8 - димова труба.
Рисунок 1. Конструкція ДСА
Печі споруджують стаціонарними, що значно дешевше і цілком виправдане при переділі низькофосфористих чавунів. Зазвичай двухванниі печі будують на основі великих мартенівських печей, які працювали скрап-рудним процесом, використовуючи їх фундаменти, опорні конструкції і нижню будову. Така реконструкція значно дешевше від нового будівництва і може бути здійснена при капітальному ремонті печі. По ширині і конфігурації поперечного перерізу ванн він мало чим відрізняється від мартенівської печі.
Форма ванни відрізняється від мартенівських тим, що відношення довжини до ширини (LIE) становить 1,4 - 1,8 замість 2,5 - 3,9 в мартенівських печах. Це призводить до порівняно невеликій площі поду і до високого питомого навантаження на нього, що досягає 4,5 - 5,5 замість 3,0 - 3,3 т/м2 в мартенівських печах. Необхідний обсяг ванни досягається в результаті збільшення її глибини до 1,8 - 2,2 м.
У передній стінці робочих просторів передбачено по три завалочні вікна. Задня стінка (внаслідок невеликої ширини робочого простору) має значну вертикальну ділянку. Сталевипускні отвори в задній стінці розташовані строго посередині кожної ванни проти середнього завалочного вікна. Шлакові отвори в задній стінці розташовані вище рівня помилкових порогів, але нижче перевалу роздільної стінки і перевалів головок, щоб спінившийся шлак не потрапляв у шлаковики і з однієї ванни в іншу.
Останнім часом шлакові льотки в задній стінці не роблять, а спускають шлак через поріг середнього завалочного вікна, який робиться на 250 - 300 мм нижче крайнього.
Звод двухванних агрегатів віддалений від поверхні ванни на максимально можливу висоту, що досягає 4200 - 4450 мм. У цьому випадку вогнетриви зводу працюють в кращих умовах, стійкість зводу становить> 1100 плавок. У той же час велика висота склепіння і порівняно невисока температура його нагріву знижують роль зведення в теплообміні в робочому просторі, що має до того ж дуже високу запиленість атмосфери. Конструкція і кріплення зводів аналогічні конструкції зводів мартенівських печей. Звід виконується прямим, без пережиму з магнезітохромітової цегли завдовжки 4600 мм, над вертикальними каналами - 380 мм. Звуження утворює в робочому просторі газове вікно. Конфігурація звуження сприяє ежекції димових газів з ванни при продувці. У торців печі, над вертикальними каналами звід знижується, забезпечуючи плавний поворот газів, що відходять. Вертикальні канали закінчуються шлаковиками, звідки відходять гази з борова відводяться на газоочистки і в димову трубу. Щоб змінити напрямок руху газів на боровах є шиберні заслінки, по черзі з'єднують відвідні канали з димарем.
Головки (на відміну від головок мартенівських печей) призначені тільки для відведення димових газів. Головки однокональні. Перевал між ванною і вертикальним каналом по висоті перебуває на одному рівні з перевалом між ваннами.
Обсяг шлаковків забезпечує тривалість кампанії агрегатів (1000 - 1200 плавок), тому що значна частина пилу осідає в камері нагрівання.
Борова на відміну від боровів мартенівської печі мають значно більший перетин у зв'язку з великим обсягом відходящих продуктів згоряння, обладнані горілочними пристроями для допалювання оксиду вуглецю. Для охолодження продуктів згорання в борова іноді подається вентиляційне повітря, а в шлаковики з цією ж метою і для отримання рихлого шлаководу.
Каркаси двухванних агрегатів складаються з тих же елементів, що і каркаси мартенівських печей. Основна відмінність - в конструкції поздовжніх подових балок. Ці балки виготовляються загальними для обох ванн. У центральній частині каркаса пода встановлюється спеціальний стілець для опори кладки перевалу між ваннами. Нижче наведені параметри двухванних сталеплавильних агрегатів:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.