






5 ЕКОНОМІЧНЕ ОБГРУНТУВАННЯ
Для обґрунтування варіанту технологічного процесу необхідно виявити зростання продуктивності праці шляхом порівняння трудоємкості обробки першого та другого варіантів. Для порівняння обрана операція збирання комплекта підшипника за допомогою автомата збирання комплектів.
У новому варіанті відсутні бункери для внутрішніх та зовнішніх кілець, збільшена точність усіх елементів підшипника. За рахунок цього зменшується кількість відмов і, як наслідок, зменшується час на обслуговування верстата. Також підвищується ціна на підшипник. Новий автомат збирання комплектів вбудований у автоматичну лінію. Це сприяє збільшенню швидкості збирання комплектів. Для виконання техніко – економічного обґрунтування застосованї операції всі необхідні дані заносимо до таблиці 5.1.
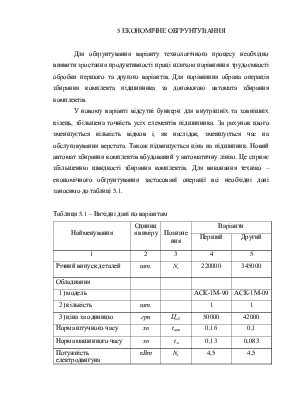
Таблиця 5.1 – Вихідні дані по варіантам
|
Найменування |
Одиниця виміру |
Позначення |
Варіанти |
|
|
Перший |
Другий |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Річний випуск деталей |
шт. |
Nг |
220000 |
345000 |
|
Обладнання |
||||
|
1) модель |
АСК-1М-90 |
АСК-1М-09 |
||
|
2) кількість |
шт. |
1 |
1 |
|
|
3) ціна за одиницю |
грн |
Цоб |
50000 |
42000 |
|
Норма штучного часу |
хв |
tшт |
0,16 |
0,1 |
|
Норма машинного часу |
хв |
tм |
0,13 |
0,083 |
|
Потужність електродвигуна |
кВт |
Nу |
4,5 |
4,5 |
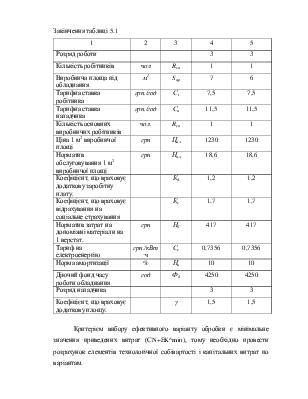
Закінчення таблиці 5.1
|
1 |
2 |
3 |
4 |
5 |
|
Розряд роботи |
3 |
3 |
||
|
Кількість робітників |
чол |
Rсп |
1 |
1 |
|
Виробнича площа під обладнання |
м2 |
Sпр |
7 |
6 |
|
Тарифна ставка робітника |
грн./год |
Сі |
7,5 |
7,5 |
|
Тарифна ставка наладчика |
грн./год |
Сп |
11,5 |
11,5 |
|
Кількість основних виробничих робітників |
чол. |
Rсп |
1 |
1 |
|
Ціна 1 м2 виробничої площі |
грн |
Цпл |
1230 |
1230 |
|
Норматив обслуговування 1 м2 виробничої площі |
грн |
Нпл |
18,6 |
18,6 |
|
Коефіцієнт, що враховує додаткову заробітну плату. |
Кд |
1,2 |
1,2 |
|
|
Коефіцієнт, що враховує відрахування на соціальне страхування |
Кс |
1,7 |
1,7 |
|
|
Норматив затрат на допоміжні матеріали на 1 верстат. |
грн |
Нб |
417 |
417 |
|
Тариф на електроенергію |
грн./кВт·ч |
Се |
0,7356 |
0,7356 |
|
Норма амортизації |
% |
На |
10 |
10 |
|
Діючий фонд часу роботи обладнання |
год |
Фд |
4250 |
4250 |
|
Розряд наладчика |
3 |
3 |
||
|
Коефіцієнт, що враховує додаткову площу. |
γ |
1,5 |
1,5 |
Критерієм вибору ефективного варіанту обробки є мінімальне значення приведених витрат (СN+EK^min), тому необхідно провести розрахунок елементів технологічної собівартості і капітальних витрат по варіантам.
5.1 Розрахунок елементів технологічної собівартості
5.1.1 Основна і додаткова заробітна плата виробничого працівника
 , (5.1)
, (5.1)
де ![]() – тарифна ставка за годину,
– тарифна ставка за годину, ![]() ;
;
![]() – штучний час на операцію;
– штучний час на операцію;
![]() – коефіцієнт, що враховує
доплати та додаткову заробітну плату;
– коефіцієнт, що враховує
доплати та додаткову заробітну плату;
![]() – коефіцієнт, що враховує
нарахування на заробітну плату;
– коефіцієнт, що враховує
нарахування на заробітну плату;
![]() – коефіцієнт, що враховує
багатоверстатне обслуговування;
– коефіцієнт, що враховує
багатоверстатне обслуговування;
β=1,48.


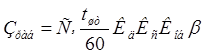
5.1.2 Затрати на силову електроенергію
 , (5.2)
, (5.2)
де ![]() - встановлена потужність електродвигунів
верстата, кВт;
- встановлена потужність електродвигунів
верстата, кВт;
![]() - коефіцієнт використання
потужності на холостому ході,
- коефіцієнт використання
потужності на холостому ході, ![]() ;
;
![]() - норма штучного часу, хв.;
- норма штучного часу, хв.;
![]() - норма машинного часу, хв.;
- норма машинного часу, хв.;
![]() - коефіцієнт використання
потужності електродвигуна в процесі збирання,
- коефіцієнт використання
потужності електродвигуна в процесі збирання, ![]() ;
;
![]() - тариф на електроенергію.
- тариф на електроенергію.


5.1.3 Витрати на амортизацію обладнання
 , (5.3)
, (5.3)
де ![]() - оптова ціна обладнання;
- оптова ціна обладнання;
![]() - коефіцієнт, що враховує
витрати на транспортування і монтаж обладнання,
- коефіцієнт, що враховує
витрати на транспортування і монтаж обладнання, ![]() ;
;
![]() - відсоток амортизаційних
відрахувань;
- відсоток амортизаційних
відрахувань;
![]() - число верстатів на заданій
операції;
- число верстатів на заданій
операції;
![]() - річна програма випуску.
- річна програма випуску.


5.1.4 Витрати на поточний ремонт обладнання
 , (5.4)
, (5.4)
де ![]() – витрати на амортизацію обладнання,
– витрати на амортизацію обладнання, ![]() .
.


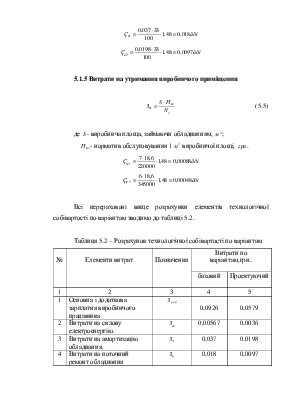
5.1.5 Витрати на утримання виробничого приміщення
 (5.5)
(5.5)
де ![]() - виробнича площа, займаючи обладнанням,
- виробнича площа, займаючи обладнанням, ![]() ;
;
![]() - норматив обслуговування 1
- норматив обслуговування 1![]() виробничої площі,
виробничої площі, ![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.