Цей коефіцієнт показує що обробка сталі знижується, а можливість отримання потрібної шорсткості підвищується. Оброблюваність сталі залежить від її складових частин, тобто складу вуглецю та легуючих елементів. При збільшенні складу вуглецю-обробка погіршується, алі одночасно збільшується можливість отримання більш високих параметрів шорсткості поверхонь.
У результаті проведеного аналізу можна сказати, що хімічний склад сталі дозволяє доволі гарно вести обробку різанням у разі правильно заданих оптимальних режимах різання.
1.5.4 Аналіз базування заготівлі при механічній обробці
На робочому кресленні деталі проставлені всі розміри, необхідні для виконання механічної обробки та правильного базування заготівлі. У цілому деталь зручно базується на всіх операціях механічної обробки. Принцип складання технологічних, конструкторських та вимірювальних баз виконується на всіх операціях механічної обробки базового технологічного процесу.
1.5.5 Аналіз розмірних ланцюгів
Розміри поверхонь проставлені від загальної бази. На кресленні позначаються лише складальні розміри з відхиленнями. Розміри, які закінчують розмірний ланцюг, створюються автоматично в результаті обробки деталі або складання вузлів, тому не контролюються й не проставляються на робочому кресленні. Системи функціональних розмірів очевидні тому не потребують більш конкретного описання.
1.5.6 Кількісний аналіз Розраховуємо коефіцієнт обробки поверхонь:бки поверхонь:
Kоп= =
= , де
, де
П0 – кількість поверхонь що обробляються;
П - загальна кількість поверхонь.
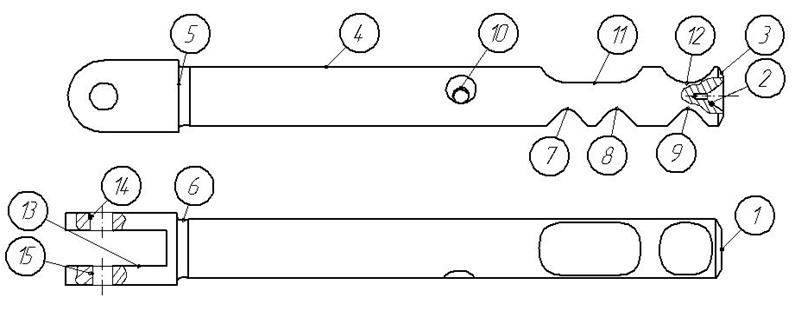
Рис. 1.8. Оброблювані поверхні валика ВВП
На малюнку 1.8 означені усі поверхні деталі - Валик ВВП 151.37.429-1.
Розраховуємо коефіцієнт точності обробки:
Кп1 , де
, де
Тср – середньозважений квалітет точності;
Тср = , де
, де
Тк – квалітет точності;
Пок – кількість поверхонь даного квалітету.
Усі основні характеристики поверхонь зведені в таблицю 1.6
Таблиця 1.6
|
№ поверхні |
Розмір |
Шорсткість |
Точність |
|
1 |
Æ18 |
80 |
f9 |
|
2 |
Æ4 |
80 |
H12 |
|
3 |
2,5 |
80 |
f9 |
|
4 |
Æ18 |
80 |
f9 |
|
5 |
22 |
80 |
js17 |
|
6 |
3 |
80 |
Js16 |
|
7 |
13 |
40 |
Js14 |
|
8 |
13 |
40 |
Js14 |
|
9 |
13 |
40 |
Js14 |
|
10 |
Æ5 |
80 |
H14 |
|
11 |
31 |
40 |
h14 |
|
12 |
16 |
40 |
h14 |
|
13 |
11 |
80 |
H14 |
|
14 |
Æ8.8 |
80 |
H14 |
|
15 |
Æ8.5 |
80 |
H14 |
 .
.
Кп1= .
.
Розрахунок коефіцієнта шорсткості поверхонь:
Kш = , де
, де
Шср = , де
, де
Шк – клас шорсткості;
Пок – кількість поверхонь заданого класу.
Шср= .
.
Кш= .
.
Розраховуємо коефіцієнт співвідношення точність - шорсткість:
Ксп=![]() , де
, де
Ст – кількість співвідношень, котрі задовольняють допустимим.
Ксп= .
.
Виконавши аналіз технологічності конструкції, робимо висновок, що дана деталь - «Валик ВВП 151.37.429-1.» є досить технологічною деталлю. Вона не має у своїй конфігурації складних поверхонь, за винятком глухого отвору ( 5 мм по довжині 10 мм, що належить до операції глибокого свердлення, яка є не технологічною операцією. Точностні вимоги не високі. Деталь гарно базується на всіх операціях, у більшості випадків виконується принцип об'єднання баз, що гарантує максимально точну обробку на певній операції.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.