7. ВЕРСТАТНЕ ПРИСТОСУВАННЯ
7.1 Опис конструкції та роботи пристосування
Точність обробки деталей за параметрами відхилень розмірів, форми та розташування поверхонь збільшується (у середньому на 20 – 30 %) за рахунок використання верстатних пристосувань. Вони повинні бути точні за виконанням, мати власну та контактну жорсткість, зі зменшеними деформаціями заготовок і стабільними силами їх закріплення. Застосування верстатних пристосувань дозволяє обґрунтовано знизити вимого до кваліфікації верстатників основного виробництва (у середньому на розряд), об’єктивно регламентувати тривалість виконуваних операцій, поширити технологічні можливості обладнання.
Чим більше випуск деталей, тим більш економічно вигідно застосовувати спеціальні верстатні пристосування, тому що затрати на їх виробництво розкладуються на велику кількість деталей. У крупносерійному та масовому виробництві використання пристосувань надає техніко – економічний ефект, котрий зі значною вигодою окупає їх. При цьому вирішується питання о конструкції пристосування та на яку кількість одночасно обробляємих деталей воно повинно бути розраховано.
У даному технологічному процесі на операції 020 Горизонтально – свердлильна, яка здійснюється на агрегатному верстаті моделі 12А860, застосовується спеціальне свердлильне пристосування – кондуктор. За допомогою цього пристосування реалізується одночасне свердлення чотирьох отворів Æ36 мм повздовж вісі валу. Таким чином видно, що це пристосування має чотири завантажувальних позиції і є досить виробничим.
У даній роботі до диплому бакалавра мною була розроблена четверта позиція для обробки, яка повинна призвести до зменшення штучного часу на обробку деталі, цим самим підвищити продуктивність на даній операції що призведе до зниження собівартості продукції.
Дане пристосування встановлюється на столі спеціального горизонтально – свердлильного верстату. Воно є спеціальним, двох позиційним пристосуванням: одночасно оброблюється чотири вала, як було зазначено раніше, послідовно правою та лівою головкою верстата. Воно складається з корпусу, опор, установочних пристроїв, затискачів, приводу, допоміжних механізмів, деталей для встановлення, спрямовування та контролю положення інструменту.
Принцип роботи кондуктора полягає в наступному: при подачі стислого повітря у циліндр 84 (Æ 125´35) болт 9 призводе до руху шток 11, котрий переміщуючись по втулкам 10, призводить до обертання ричаг 12. Ричаг 12 закріплений штифтом 81 на кронштейні 1. Обертаючись на штифті, ричаг втягує через коромисло 27 дві тяги 26. Опускаючись, тяга стискає пружину 20 та опускає прихоплявач 29 з закріпленим на ньому коромислом 15. Коромисло прижимається до поверхні деталі та затискає її на у пристосуванні. Регулювання сили затискання здійснюється пружиною. Вал базується на чотирьох пластинах, які закріплюються на призмах. Циліндр 3 (Æ60 мм) служить для піджиму кондукторних втулок 36.
7.2 Аналіз схеми базування
Даний вал при свердленні базується своїми зовнішніми циліндричними поверхнями на опорні штифти. Опорні поверхні штифтів розташовуються відносно друг друга під кутом 90°. Деталь притискається до опорних штифтів качалкою. Осьове зміщення деталі в обох напрямках запобігається упорами.
Для того, щоб лишити деталь шести ступенів свободи ( три можливих переміщення повздовж обраних взаємно перпендикулярних осей координат – X,Y,Z та три можливих обертання відносно тих же осей. Схема базування деталі при обробці на горизонтально – свердлильній операції у спеціальному пристосуванні зображена на рисунку 7.1.
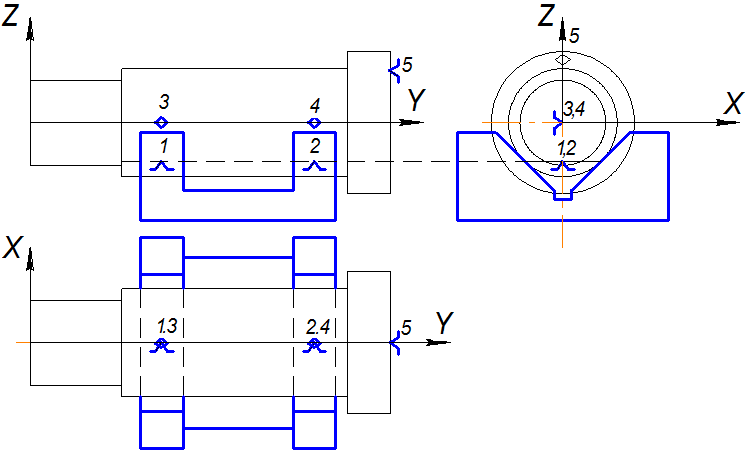
Рисунок 7.1 – Схема базування деталі в пристосуванні
При горизонтальній установці призми опорні точки 1,2 розташовуються на лінії перетину площини симетрії та площини, котра проходить через точки контакту заготовки з призмою. Опорні точки 3,4 завжди розташовуються на лінії, котра лежить у площині симетрії заготовки та призми. На даній операції деталь лишається п’яти ступенів свободи, тобто ми отримуємо не повну схему базування:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.