![]() и
и ![]() - среднеквадратические значения (СКЗ) измеряемого
сигнала (параметра)
- среднеквадратические значения (СКЗ) измеряемого
сигнала (параметра) ![]() и аддитивной погрешности y;
и аддитивной погрешности y;
![]() – коэффициент затрат на получение
одного бита информации при измерении одного параметра, [
– коэффициент затрат на получение
одного бита информации при измерении одного параметра, [![]() ].
].
Затраты на контроль изделия зависят от первоначальных затрат на приобретение измерительных установок и других средств измерения, на их обслуживание при эксплуатации, а также от стоимости нормативного времени на выполнение контрольной операции. При серийном производстве продукции на проведение технологических операций, включая контрольные, нормируется время T0 , на изделие. При этом необходимая минимальная скорость обработки информации по одному изделию должна быть не меньше
1. V m
i n = ![]() ,
, ![]()
На самом деле время обработки информации самой автоматизированной системой контроля ничтожно мало по сравнению со временем, затрачиваемым на «ручные» операции: установку изделия на контроль, на переключения режимов измерения и др. Поэтому фактическое время выполнения контрольной операции должно быть меньше или равно нормативному T0.
Как
следует из выражений (20) и (21) затраты
на измерения имеют убывающий
характер в зависимости от погрешности измерений. В свою очередь вероятности
ошибок α
(k,![]() ), β (k,
), β (k,![]() ) и вероятность брака
) и вероятность брака ![]() в
соответствии с формулами (8), (9) и (10)
при увеличении погрешностей измерения возрастают (таблица 2), то,
следовательно, возрастают и потери на них, что и обеспечивает наличие минимума
суммарных затрат. Это свойство подтверждается графиками на рисунке 1.
в
соответствии с формулами (8), (9) и (10)
при увеличении погрешностей измерения возрастают (таблица 2), то,
следовательно, возрастают и потери на них, что и обеспечивает наличие минимума
суммарных затрат. Это свойство подтверждается графиками на рисунке 1.
Из модели (19) следует очевидный факт, что при отсутствии контроля изделия риск заказчика определяется вероятностью брака по n параметрам и затраты определяются четвёртым слагаемым выражения (19). Значения коэффициентов затрат в (19) определяются индивидуально для каждого изделия и для конкретного предприятия.
На
рисунке 1 представлены графики зависимостей суммарных затрат (19) от
погрешностей измерения σyi
и
числа контролируемых параметров n
= 5, 15, 30 при тех же исходных данных, приведённых
выше, для условных значений коэффициентов затрат ![]() и
и ![]() = 40.
= 40.
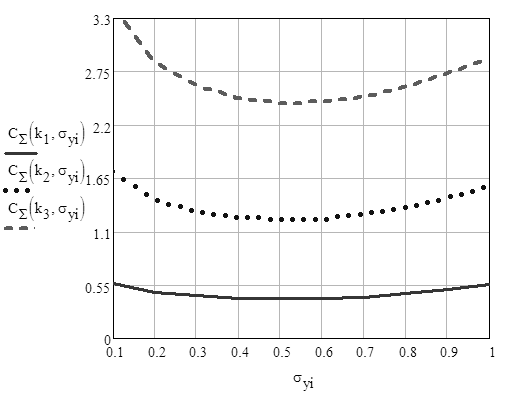
Рис. 1. Зависимость суммарных затрат (9) от погрешностей измерения при числе контролируемых параметров k1 = 5, k2 = 15, k3 = 30.
Из представленных на рисунке графиков следует, что суммарные затраты возрастают с увеличением числа контролируемых параметров. При этом наблюдаются минимумы суммарных затрат (19) при измерительном контроле многопараметрического объекта в зависимости от погрешностей измерения. При этом, чем больше число контролируемых параметров и чем дороже потери на риски поставщика и заказчика, тем минимумы резче. Модель (9) позволяет рассчитать суммарные затраты на измерения при любом конечном числе контролируемых параметров изделия для произвольных законов распределения вероятностей параметров и погрешностей измерения.
2. Порядок выполнения и содержание курсовой работы
1. По согласованию с преподавателем выбрать объект измерительного контроля;
2. Обосновать выбор номенклатуры измеряемых параметров и характеристик объекта измерительного контроля и назначить допуски на измеряемые параметры по форме таблицы 3, раздел 1.
4. Назначить допустимый уровень вероятности ошибок второго рода (риска заказчика) в пределах β = 0,01,…, 0,001;
5.
По формулам ( 17) и (18 ) рассчитать
вероятности ошибок первого и второго рода для каждого параметра, а по формулам ( 8) и ( 9) для вероятностей ошибок для общего
числа k измеряемым параметрам.
Построить графики зависимостей α
(![]() ) и β
(
) и β
(![]() ) для значений
) для значений ![]() = ( 0.1, …, 0,5)
= ( 0.1, …, 0,5)![]() , где
, где ![]() - допуск на измеряемый параметр
(сигнал).
- допуск на измеряемый параметр
(сигнал).
Пример для нормального распределения погрешностей дан в Приложении А.
6. Рассчитать и построить зависимость суммарных затрат по формуле (19) ДЛЯ КОЭФФИЦИЕНТОВ ЗАТРАТ, СОГЛАСОВАННЫХ С ПРЕПОДАВАТЕЛЕМ.
7. По требуемой величине СКЗ погрешности определить класс точности средства измерения по каждому параметру и выбрать конкретный тип измерительного прибора.
8. Составить функциональную схему рабочего места для проведения операции измерительного контроля.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.