Для размеров шпоночных пазов установлены поля допусков для трёх типов призматических соединений (I — свободные, II — нормальные, III — плотные). Данные приведены в табл. 13, иллюстрацией служит рис. 35.
Шпоночное соединение обозначают по типу «Шпонка 12 ´ 8 ´ 50 ГОСТ 23360-78». В условном обозначении цифры обозначают размеры b´ h´ l.
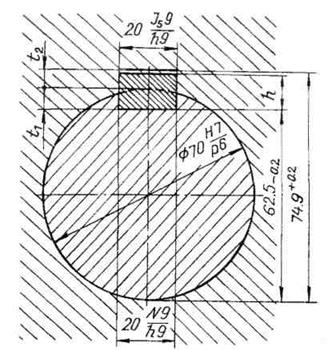 |
Рис. 35. Посадки шпоночного соединения
Таблица 13
Поля допусков для размеров шпонок
|
Вид предельного отклонения |
Тип соединения |
|||
|
I |
II |
III |
||
|
Для ширины паза b |
На шпонке на валу во втулке |
h9 |
h9 |
h9 |
|
H9 |
N9 |
P9 |
||
|
D10 |
Js9 |
P9 |
||
|
Высота шпонки h, мм |
||||
|
2...6 |
6...18 |
18...50 |
||
|
Для глубины пазов |
t1 |
+0,1 0 |
+0,2 0 |
+0,3 0 |
|
d – t1 |
0 –0,1 |
0 –0,2 |
0 –0,3 |
|
|
t2, d + t2 |
+0,1 0 |
+0,2 0 |
+0,3 0 |
|
|
Для длины шпоночного паза l |
H15 |
|||
Таблица 14
Предельные отклонения ширины шпонки
|
Ширина шпонки b, мм |
3…6 |
6…10 |
10…18 |
18…30 |
|
Наибольшее предельное отклонение h9, мкм |
-30 |
-36 |
-43 |
-52 |
Шлицевые соединения применяют при значительных нагрузках и заменяют шпоночные при необходимости постановки двух и более шпонок. Наибольшее распространение получили соединения с прямобочными и эвольвентными профилями. Размеры прямобочных соединений подразделяют на лёгкую, среднюю и тяжёлую серии. Применяют три способа центрирования отверстия ступиц (втулок) на шлицевом валу:
1) по внешнему диаметру шлицев Dс радиальным зазором по внутреннему диаметру dшлицев;
2) по внутреннему диаметру dс зазором по D;
3) по боковым сторонам шлицев bс радиальными зазорами по dи D.
Центрирование по bобеспечивает наиболее равномерное распределение нагрузки по шлицам. Его применяют при тяжёлых условиях работы. Центрирование по Dили dобеспечивает хорошую соосность вала и ступицы. Конкретный центрирующий диаметр назначают по технологическим соображениям. Например, при твёрдости материала втулки Н < 350HBрекомендуется центрирование по D. Тогда центрирующие поверхности отверстия калибруют протяжкой, а вал – шлифованием. При Н > 350НВ центрирующие поверхности dобрабатывают шлифованием.
Посадки шлицевых соединений входят составной частью в обозначение соединения, которое выполняют для прямобочных шлицев по типу [9, с. 124]:
 или
или
где dи D— поверхности центрирования (внутренний диаметр dлибо наружный диаметр D); z= 8 – число шлицев; d= 46 мм – внутренний диаметр; D= 50 мм – наружный диаметр; b= 9 мм – ширина зуба.
Поле допусков центрирующего диаметра назначают по высокому квалитету (6...7). При этом рекомендуют посадки с зазором или переходные. Для нецентрирующего диаметра назначают посадку Н12/а11, его посадку в обозначении можно опускать. Выбор посадок по bзависит от поверхности центрирования и принимают по [9]. Обозначение шлицевого вала содержит номинальные размеры и предельные отклонения вала (в числителе), например:
d– 8 ´ 46js6 ´ 50a11 ´ 9k7;
шлицевого отверстия: d– 8 ´ 46H7 ´ 50Н12 ´ 9D9.
Эвольвентные шлицевые соединения обозначают:
а) при центрировании по наружному диаметру Dс посадкой H7/g6 и посадкой по нецентрирующим поверхностям зубьев 9H/9g:
60 ´ H7/g6 ´ 3 × 9H/9gГОСТ 6033-80.
При этом обозначение шлицевого вала 60 ´ g6 ´ 3 × 9gГОСТ 6033-80, шлицевой втулки 60 ´ g6 ´ 3 × 9gГОСТ 6033-80.
б) при центрировании по боковым сторонам зубьев с посадкой по нецентрирующим поверхностям зубьев 9H/9g:
60 ´ 3 × 9H/9gГОСТ 6033-80.
В приведенных примерах номинальный наружный диаметр D= 60 мм, модуль т = 3 мм.
5.5. Сопряжения деталей машин
Назначение посадки конкретного сопряжения связано с выбором системы посадки, вида посадки и квалитета. Выбор системы посадки зависит от технологии изготовления сопряжённых деталей и от использования покупных деталей. Экономически целесообразно необходимый вид посадки осуществлять путем варьирования отклонения вала при постоянных предельных размерах отверстия, т.е. использовать систему отверстия. Её обозначают буквой Н в числителе обозначения посадки; например, Æ40Н7/р6.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.