Изготовление цементно-стружечных плит
Цель работы: Изготовление цементно-стружечных плит в лабораторных условиях.
1. Приборы и оборудование:
1. Лабораторный гидравлический пресс.
2. Сушильный шкаф.
3. Шаблон с пунсоном.
4. Специальная металлическая матрица.
5. Рабочий стол.
6. Металлические прокладки.
7. Весы технические с точностью взвешивания до 0,1г.
8. Весы товарные с точностью взвешивания до 0,5г.
9. Поддоны толщиной 4мм.
1. Древесные частицы (стружка) влажностью не более 20 %.
2. Вяжущие – портландцемент М-500.
3. Сернокислый алюминий- Al2(SO4)3.
4. Жидкое стекло.
5. Вода.
6. Машинное масло, ортофосфорная кислота.
7. Хлористый кальций - CaCl2.
3.1 Расчёт сырья на одну плиту.
Рассчитываем количества компонентов на одну плиту, исходя из размеров (L,B,S) и плотности (P) плиты. При этом соотношение компонентов смеси в зависимости от её рецептуры может составлять: стружка: портландцемент: сернокислый алюминий: жидкое стекло: вода = 40 : 100 : 1,5 : 3,5 : 55 массовых частей.
3.2 Расчёт массы плиты.
Массу плиты определяем по формуле
![]() кг
(1.1)
кг
(1.1)
где р – плотность плиты, кг/м3
v – объём плиты, м3 (L,B,S подбираются согласно заданию).
Расчёт каждого компонента смеси, входящего в ЦСП, определяется с учётом их соотношения, т.е. суммы массовых частей всех компонентов. Зная массу плиты, формула (1.1) составляем пропорцию и определяем интересующий компонент из соотношения
![]() (1.2)
(1.2)
![]()
где 200 – сумма соотношения массовых частей всех компонентов плиты, м.ч.;
m – масса плиты, кг; n – соответственно количество каждого компонента в плите, м. ч.; хк – масса искомого компонента смеси, кг.;
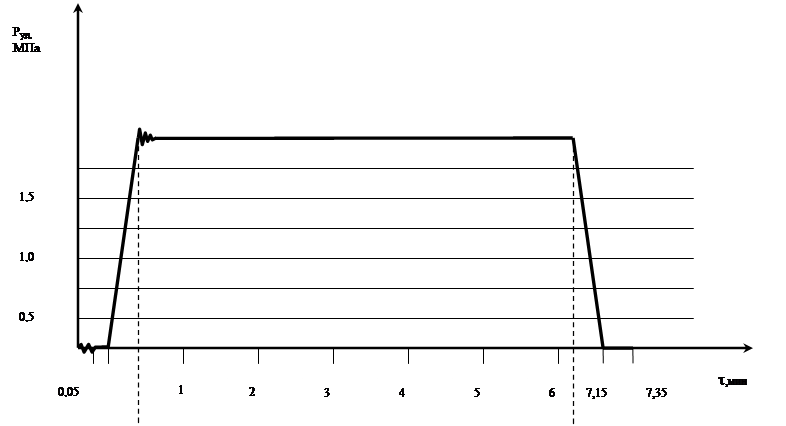
Продолжительность цикла прессования определяем по формуле /1,6/
![]() (1.3)
(1.3)
где tц - продолжительность цикла прессования, мин.;
tпр - продолжительность прессования в прессе, мин.;
tх – время на непредвиденные задержки, мин.
Продолжительность прессования в прессе определяем по формуле / 1,6/
![]() (1.4)
(1.4)
tпр = 3 + 23 + 3 + 360 + 40 + 12 + 3 = 444с ≈ 7,4мин.
где ![]() - время
на загрузку кассеты (матрицы) в пресс, мин.
- время
на загрузку кассеты (матрицы) в пресс, мин.
![]() - время
смыкания плит пресса, 0,05 мин ≈ (3с);
- время
смыкания плит пресса, 0,05 мин ≈ (3с);
![]() - время
на поднятие давления, 0,38 мин ≈ (23с);
- время
на поднятие давления, 0,38 мин ≈ (23с);
![]() - время
выдержки под давлением, 0,05 мин ≈ (3с);
- время
выдержки под давлением, 0,05 мин ≈ (3с);
![]() - время
на сброс давления, 6 мин ≈ (360с);
- время
на сброс давления, 6 мин ≈ (360с);
![]() -
время на размыкания плит пресса, 0,2 мин ≈ (12с);
-
время на размыкания плит пресса, 0,2 мин ≈ (12с);
![]() - время
на выгрузку кассеты (матрицы) из пресса 0,05 мин ≈ (3с);
- время
на выгрузку кассеты (матрицы) из пресса 0,05 мин ≈ (3с);
По справочной литературе /4/ выбираем давление прессования, которое составляет (1,8-2,0) Мпа.
1. Приготовить раствор химических добавок: растворить в воде сернокислый алюминий при температуре воды (48-20)ºС.. и залить в емкость для распыления.
2. Древесные частицы поместить в смеситель.
3. При включенном смесителе распылить раствор сернокислого алюминия на стружку и перемешивать 5-6 мин.
Готовые цементно-стружечные плиты подлежат дальнейшим физико-механическим испытаниям.
Исходные данные:
r = 0,001 кг/м3;
L= 0,25
b = 0,25
S = 0,016
mстр.= 0,22 кг.
mц = 0,55 кг.
mс.а. = 0,008 кг.
mж.с. = 0,019 кг.
mH2O = 0,302 кг.
 |
|
|
|
плит системы “ВЕЛКС”
Изделия, выпускаемые австрийской фирмой “ВЕЛКС”, обладает высоким качеством и представляют интерес в связи с тем, что их изготавливает при малом расходе цемента (до 200кг/м3) на высокопроизводительных технологических линиях. Годовая производительность одной линии составляет 1,5 мил. м2 в год.
Технология изготовления таких древесно-цементных плит заключается в следующим. Кусковые отходы древесные отходы деревообрабатывающей промышленности в виде горбылей и реек подвозят со склада автопогрузчиком к ленточному конвейеру рубительной машины, который подаёт их приёмное устройство. В рубительной машине древесина измельчается в щепу (фракция 3×5см). Полученная щепа измельчается в молотковых мельницах и поступает на сортировку. Кондиционная рабочая фракция частиц – 0,5×5 см. Отмерное количество древесного заполнителя поступает в смеситель непрерывного действия, где его минерализуют раствором хлорида кальция и смешивают с цементом. Процесс приготовления смеси контролируется автоматически.
Приготовленная древесно-цементная смесь поступает на распределительное устройство формирующей машины, которая обеспечивает равномерную укладку предварительное уплотнение смеси в формах. Затем транспортные листы с предварительно уплотнённой древесно-цементной смесью поступают в штабелеукладчик, по заполнении которого они поступают в гидравлический пресс для окончательного уплотнения смеси при давлении 0,5…0,6 МПа.
В спрессованном состоянии пакет транспортных листов фиксируют специальными стяжками. В сжатом состоянии пакет выталкивается из пресса и перемещается на пост твердения. После суточной выдержки плиты распалубливают, калибруют и транспортируют для дальнейшего твердения и набора прочности. Технологический процесс изготовления плит высокомеханизирован и автоматизирован. Фирма “ВЕЛКС” выпускает плиты размерами 2000×500×25мм.
Такие плиты используют для устройства наружных и внутренних стен, в качестве опалубки при воздействии монолитных бетонных стен и междуэтажных перекрытий и.т.д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.