






















4.2. Цех подготовки сырья к лущению.
В зависимости от структуры управления производством участок или цех подготовки сырья может включать технологические операции по складу сырья, гидротермообработки (ГТО), окорки и поперечного раскроя кряжей на чураки.
Проектируемый объём переработки принимается из данных расчёта расхода сырья на выпуск заданного объёма производства фанеры (см. раздел 3 настоящей работы). Размерно-качественные характеристики сырья - породный и сортовой состав, размеры сортиментов; принимают по данным базового предприятия. В курсовом проектировании порода, средний диаметр и сорт сырья указываются в задании.
На фанерные заводы сырьё может поставляться чураках или брёвнах кратной длины. В зависимости от этого проектируется состав оборудования для гидротермообработки, окорки и раскроя сырья. В промышленности применяют в основном два варианта последовательности технологических операций:
1) раскрой брёвен на чураки - ГТО чураков – окорка;
2) ГТО кряжей – окорка – раскрой кряжей на чураки.
В некоторых случаях окорку чураков или кряжей проектируют до операции ГТО, что позволяет экономить затраты на прогрев коры и избежать засорения бассейна корой.
Однако высокая чистота окорки при этом не достигается, что отрицательно сказывается на последующей операции лущения чураков. Кроме того, следует учитывать, что для районов Сибири с суровыми климатическими условиями окорка мёрзлого сырья в зимний период может оказаться вообще неэффективной. Практически на многих фанерных заводах, особенно при небольших объёмах производства, лущению подвергаются неокоренные чураки, что связано с ухудшение условий работы лущильных ножей и повышенным содержанием коры в технологической щепе, вырабатываемой из отходов лущения.
В данном разделе подлежат обоснованию и расчёту: режимы гидротермообработки, вместимость и количество бассейнов, тип и количество технологических линий окорки и раскроя сырья. При необходимости, в дипломных проектах рассчитываются также склады хранения сырья и потребность в подъёмно-транспортном оборудовании.
На рисунках 4.1 и 4.2 приведены примерные схемы планировок оборудования двух упомянутых вариантов подготовки сырья.
4.2.1. Окорка сырья
Окорка кряжей или чураков должна производиться на поточных технологических линиях, включающих окорочные станки ОК-63; ОК-35К; ОК-80; ОК-100; VK-16; VK-26; VK-32 и др. (таблица 4.2.).
В состав линий входят конвейеры для поперечного и продольного перемещения брёвен и чураков, конвейеры накопители, сбрасыватели и конвейеры удаления отходов окорки. Последние обычно располагаются ниже отметки установки окорочного станка.
При выборе типа окорочного станка руководствуются размерными характеристиками обрабатываемых сортиментов и требуемой производительностью на данном участке (таблица 4.1.).
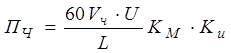
Производительность окорочного станка роторного типа Пч, м3/ч, рассчитывается по формуле:
 (4.1)
(4.1)
где Vч - средний объём чурака или кряжа, м3;
U- скорость подачи, м/мин (таблица 4.2.);
L- длина окариваемого кряжа или чурака, м;
Kм- коэффициент использования машинного времени, Км=0,7…0,8;
Кu- коэффициент использования рабочего времени оборудования, Кu=0,85.
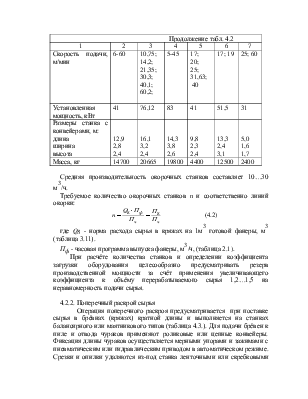
Таблица 4.2 -Технические характеристики окорочных станков.
|
Параметры |
Тип станка |
|||||||
|
ОК63-1Ф |
ОК80-1 |
ОК100-1 |
VK-26/66 |
VK-32 |
VK-16 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
|
Диаметр окариваемых брёвен, мм: |
||||||||
|
минимальный |
100 |
140 |
200 |
100 |
130 |
60 |
||
|
максимальный |
530 |
700 |
900 |
610 |
760 |
360 |
||
|
Минимальная длина бревна, м |
1,3 |
2,7 |
2,7 |
1,8 |
2,4 |
1,2 |
||
|
Продолжение табл. 4.2 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
|
Скорость подачи, м/мин |
6-60 |
10,75; 14,2; 21,35; 30,3; 40,1; 60,2; |
5-45 |
17; 20; 25; 31,63; 40 |
17; 19 |
25; 60 |
||
|
Установленная мощность, кВт |
41 |
76,12 |
83 |
41 |
51,5 |
31 |
||
|
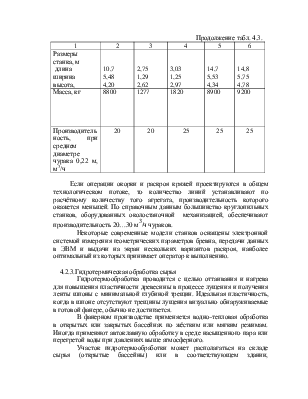
Размеры станка с конвейерами, м: длина ширина высота |
12,9 2,8 2,4 |
16,1 3,2 2,4 |
14,3 3,8 2,6 |
9,8 2,3 2,4 |
13,3 2,4 3,1 |
5,0 1,6 1,7 |
||
|
Масса, кг |
14700 |
20665 |
19800 |
4400 |
12500 |
2400 |
||
Средняя производительность окорочных станков составляет 10…30 м3/ч.
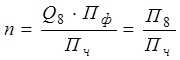
Требуемое количество окорочных станков n и соответственно линий окорки:
 (4.2)
(4.2)
где Q8 - норма расхода сырья в кряжах на 1м3 готовой фанеры, м3 (таблица 3.11).
Пф - часовая программа выпуска фанеры, м3/ч, (таблица 2.1).
При расчёте количества станков и определении коэффициента загрузки оборудования целесообразно предусматривать резерв
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.