Перед началом работы, динамометрическим ключом следует вынуть пробку 15, вынуть пружину 14, выдвинуть контейнер 12 вложить в него три электрических элемента типа Р6. Монтаж указанных деталей проводить в обратной последовательности. Далее: :
подобрать сменную насадку (головку), которая соответствует размерам затягиваемой гайки или головке болта, поменять ее на шип торсионного стержня 4;
установись на шкале 6 регулирующим кольцом17 указатель 19 . на требуемую величину крутящего момента.
После проведения выше указанных действий ключ готов к работе. Динамометрический ключ во время работы следует нагружать статическим способом, т.е. нагрузка должна увеличиваться постепенно от нуля до требуемой (установленной) величины крутящего момента. Недопустимой является динамическая (ударная) нагрузка, а также применение любых дополнительных элементов, меняющих длину плеча ключа. Сила, приложенная к рукоятке ключа, должна в обязательном порядке лежать в плоскости, перпендикулярной к оси торсионного стержня. Во время нагружения ключа следует постоянно наблюдать за смотровым окном 16, .в котором загорание лампочки 13 сигнализирует о достижении требуемой (установленной) величины крутящего момента. После загорания лампочки дальнейшее нагружение ключа является недопустимым. Динамометрический ключ следует хранить в закрытой коробке в помещении, в атмосфере, свободной от факторов вызывающих коррозию. Не допускается хранение ключа без упаковки.
Ключ предельный моментный трещоточный (КПМТ) Предприятие-изготовитель Краснодарский завод слесарно-монтажного/инструмента. Ключ предназначен для высокопроизводительного, завертывания с последующей затяжкой контролируемым крутящим моментом резьбовых соединений при сборочных работах.
Основные параметры ключей КПМТ приведены в таблице 2
Таблица 2
|
Наименование |
Тип ключа |
|
|
параметра |
КПМТ-50 |
КПМТ-200 |
|
Диапазон измерений, Нм' |
16-50 |
50-200 |
|
Предел допускаемой относительной погрешности, % не более |
±4 |
±4 |
|
Цена деления шкалы, Нм , грубой настройки нониусной |
20 1 |
50 2 |
|
Размер присоединительного, квадрата под сменные головки, мм |
12,5 |
12,5 |
|
Габаритные размеры, мм, не более длина ширина высота |
425 40 76 |
600 40 76 |
|
Масса, кг, не более |
1,25 |
-,5. |
Устройство и принцип работы ключа КПМТ иллюстрируется на рис. 2.
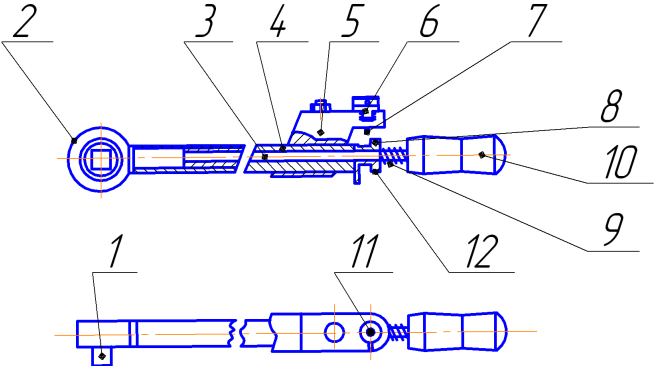
Рис.2. Устройство ключа КПМТ
Ключ состоит из присоединительного квадрата 1, обгонного механизма 2, упругого элемента 3, кожуха 4, корпусаморегулирующего механизма 6 (далее регулятор) с нониусной шкалой, и штырем 7, сигнализатора 8 с лыской, пружины 9 и рукоятки 10. Для тарировки ключа регулятора содержат настроечный, винт 11 и стопорный винт 12.
Для приведения ключа в рабочее положение на присоединительный квадрат 1 надевают сменную головку. Регулятором 6 устанавливают необходимый крутящий момент. Установленный крутящий момент определяется положением нижнего торца цилиндра регулятора относительно шкалы грубой настройки и положением риски нониусной шкалы в центра паза регулятора. Сигнализатор 8 поворачивают так, чтобы лиска находилась со стороны штыря 7. Сжимая пружину 9 отодвигают сигнализатор в сторону рукоятки 10 за штырь 7 регулятора 6 и поворачивают на некоторый угол а тем, чтобы сигнализатор 8 опирался на штырь 7 торцом цилиндрической части своего фланца. Ключ готов к работе.
Устанавливают ключ на затягиваемое соединение. Плавно нагружают ключ. Под действием силы, приложенной к рукоятке 10 ключа, упругий элемент изгибается, перемещая сигнализатор 8 относительно штыря 7 до его освобождения под действием пружин. Звук удара сигнализатора 8 по кожуху 4 сигнализирует о достижении заданного крутящего момента, после чего необходимо прекратить затяжку резьбового соединения. Наличие обгонного механизма позволяет производить затяжку, не снимая ключ с резьбового соединение.
Не допускается нагружение ключа в процессе работы крутящим моментом свыше 55 Нм и 220 Нм. Для ключей КПМТ-50 и КПМТ-200 соответственно. При эксплуатации ключа необходимо следить, чтобы присоединительный квадрат полностью входил в сменную торцовую головку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.