






Государственное образовательное учреждение высшего профессионального образования
Санкт-Петербургский государственный технологический институт
(технический университет)
Кафедра автоматизации процессов химической промышленнности
Системы управления химико-технологическими процессами
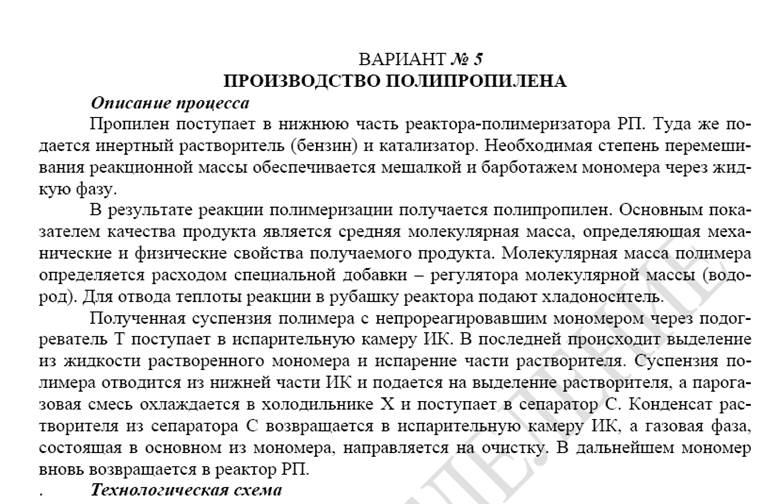
Производство полипропилена
Пояснительная записка
Выполнил: Дмитриченко В.А 9611 гр.
Проверил: Ремизова О.А
Санкт–Петербург
2011
Содержание
Задание на проектирование……………………………………………….3
1. Введение………………………………………………………………..5
2. Краткая характеристика объекта автоматизации…………………..7
3. Основные технические решения по автоматизации………………….8
4. Описание схемы автоматизации………………………………….…..9
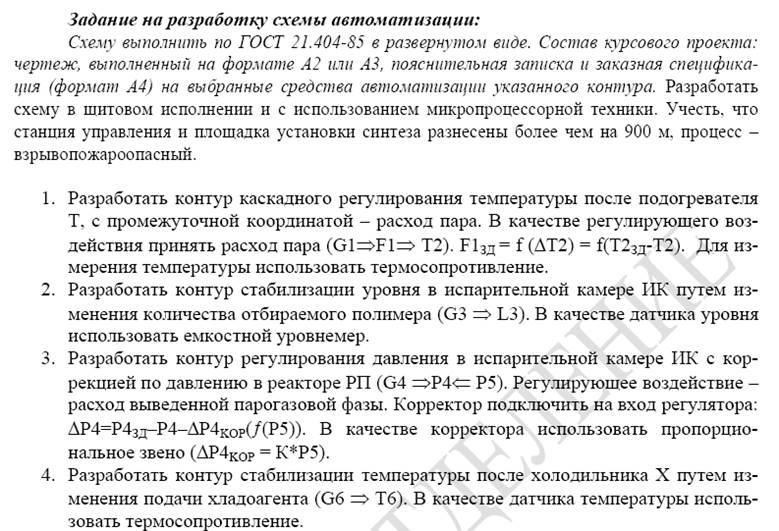
4. 1 Регулирование температуры после подогревателя…………….....9
4. 2 Регулирование уровня в испарительной камере…………….…....9
4. 3 Регулирование давления в испарительной камере………...…….10
4. 4 Поддержание температуры после холодильника...….…………..10
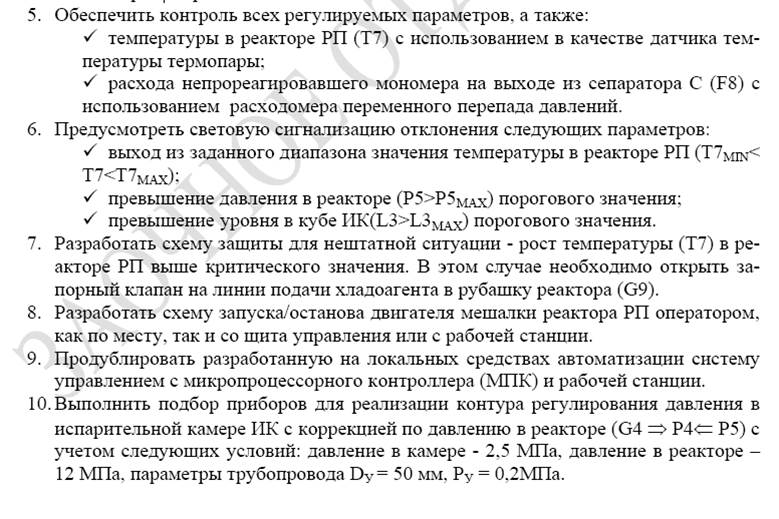
4. 5 Контроль температуры в реакторе поз.РП………….….………...11
4. 6 Контроль расхода непрореагировавшего мономера на выходе из сепаратора поз.С……………………………………....11
4. 7 Запуск и остановка двигателя мешалки поз.РП…………..……...11
5. Заключение………………………………………………………….....12
6. Литература…………………………………………………………….13
1. Введение
Автоматическое регулирование позволяет интенсифицировать процессы, проводит улучшению главных показателей эффективности производства: увеличению количества, улучшению качества и снижению себестоимости выпускаемой продукции. Внедрение автоматических устройств обеспечивает высокое качество продукции, сокращения брака и отходов, уменьшение затрат сырья и энергии, уменьшение численности основных рабочих, снижение капитальных затрат на строительство зданий (возможность размещения производства на открытых площадках), удлинение межремонтных сроков эксплуатации оборудования (оборудование работает в оптимальном режиме). При этом человек освобождается от непосредственного участия в производстве, его физическая работа сводится лишь к нажатию кнопок, а функции управления технологическими процессами передаются устройством.
Уровень автоматизации технологического процесса определяется типом технологического процесса и предъявляемыми к нему требованиями.
Система автоматизации представляет собой единый комплекс, включающий в себя:
- приборы, установленные по месту в аппаратах и трубопроводах и осуществляющие измерение технологических параметров;
- щиты автоматизации, расположенные в специально оборудованных помещениях и снабженные приборами измерения, регистрации и регулирования технологических параметров, а также сигнализации отклонения параметров от заданного значения;
- исполнительные механизмы, осуществляющие управление запорной арматурой.
В данном проекте разработана схема автоматизации производства полипропилена.
Проект содержит схему автоматизации, выполненную в развернутом виде на формате А1; пояснительную записку на 13 листах и заказную спецификацию на выбранные средства автоматизации контура регулирования давления в испарительной камере поз.ИК.
2. Краткая характеристика объекта автоматизации
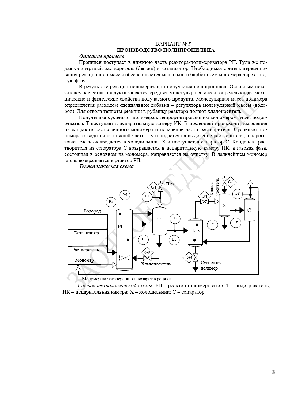
В данном проекте разработана схема автоматизации производства полипропилена. Станция управления и площадка установки находятся на расстоянии, более, чем 900 м. Процесс взрывопожароопасный.
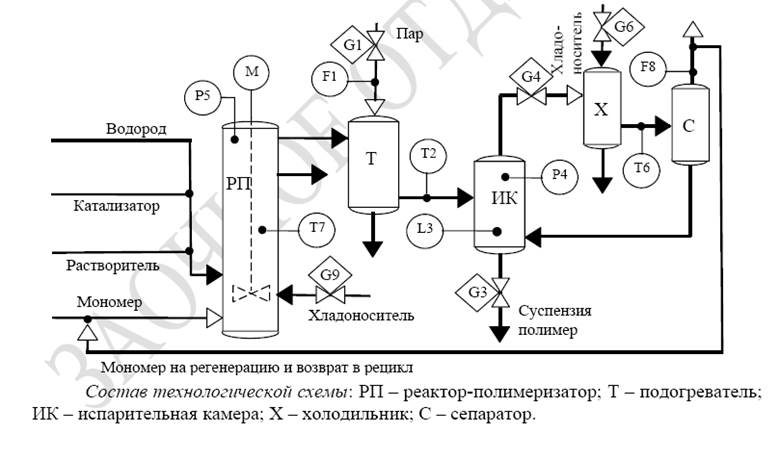
Производство полипропилена включает в себя следующие стадии:
- полимеризация пропилена в реакторе поз.РП. На этой стадии необходимо регулирование давления и температуры в реакторе-полимеризаторе;
- подогрев суспензии полимера в теплообменнике поз.Т. Здесь регулируется расход пара и температура продукта после подогревателя;
- концентрирование полимера в испарительной камере поз.ИК. При этом регулируются уровень и давление в испарительной камере;
- охлаждение паро-газовой смеси в холодильнике поз.Х. На этой стадии необходимо проконтролировать температуру продукта после холодильника;
- отделение полипропилена от конденсата в сепараторе поз.С. Здесь контролируется расход непрореагировавшего мономера после аппарата.
Так же предусматривается запуск/остановка электродвигателя мешалки реактора поз.РП как по месту, так и со щита управления.
3. Основные технические решения по автоматизации
Схема автоматизации разработана таким образом, чтобы получить наиболее полное представление об объекте имея минимально возможное число выбранных параметров управления.
- необходимо регулировать температуру продукта после подогревателя, а также контролировать расход пара на подогреватель. Оптимальным способом регулирования в данном случае является каскадное регулирование температуры с промежуточной координатой – расход пара, при этом способе регулирования существенно сокращается количество приборов КиП и регулирования, упрощается схема автоматизации;
- уровень в испарительной камере поз.ИК целесообразно регулировать изменением количества отбираемого из камеры полимера;
- необходимо контролировать давление в реакторе поз.РП, а так же регулировать давление в испарительной камере поз.ИК. Оптимальным в данном случае является регулирование давления в испарительной камере по расходу выводимой оттуда газовой фазы с промежуточной координатой – давление в реакторе-полимеризаторе, корректор подключается на вход регулятора. В данном случае существенно сокращается количество приборов КиП и регулирования, упрощается схема автоматизации;
- поддержание температуры после холодильника целесообразно осуществлять путем изменения расхода хладагента на холодильник;
- кроме того, необходимо обеспечить контроль: температуры в реакторе поз.РП и расхода непрореагировавшего мономера на выходе из сепаратора поз.С.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.