



















































2 Расчётная часть
2.1 Баланс металла в электросталеплавильном цехе
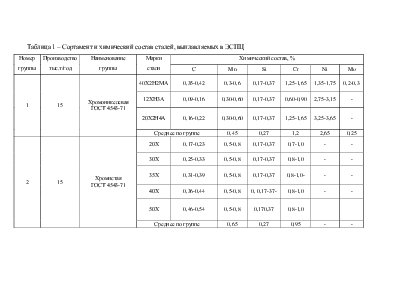
Сортамент и химический состав сталей, выплавляемых в цехе (производительность 75 тыс. т/год) представлен в таблице 1.
Возвратные отходы в электросталеплавильном цехе представляют собой недоливки и скрап.
Недоливки – слитки, недолитые до нормального веса. Отходы металла в виде недоливок колеблется от 1,2 до 3,5 % от массы жидкой стали. Отходы в виде скрапа возникают вследствие образования козелков в сталеразливочных ковшах, при повторных сливах металла из печи во время её заправки и так далее.
Невозвратные отходы в электросталеплавильном цехе представляют собой угар металла в печи в результате испарения в зоне электрических дуг. Величина угара в большой степени зависят от качества шихты: стружка, мелкий ржавый скрап окисляются больше, и в связи с этим величина угара возрастает. Величина угара составляет в среднем 5 % от величины загружаемой шихты и составляет 80 кг/т жидкой стали.
Опираясь на сортамент выплавляемых в цехе марок стали, выбранное сечение заготовки и не возвратимых и невозвратимых отходов и потребность в шихте на 1 т заготовки. Результаты расчетов сводятся в таблицу 2.
Таблица 1 – Сортамент и химический состав сталей, выплавляемых в ЭСПЦ
|
Номер группы |
Производство тыс.т/год |
Наименование группы |
Марки стали |
Химический состав, % |
|||||
|
С |
Mn |
Si |
Cr |
Ni |
Mo |
||||
|
1 |
15 |
Хромоникелевая ГОСТ 4543-71 |
40Х2Н2МА |
0,35-0,42 |
0,3-0,6 |
0,17-0,37 |
1,25-1,65 |
1,35-1,75 |
0,2-0,3 |
|
12ХН3А |
0,09-0,16 |
0,30-0,60 |
0,17-0,37 |
0,60-0,90 |
2,75-3,15 |
- |
|||
|
20Х2Н4А |
0,16-0,22 |
0,30-0,60 |
0,17-0,37 |
1,25-1,65 |
3,25-3,65 |
- |
|||
|
Среднее по группе |
0,45 |
0,27 |
1,2 |
2,65 |
0,25 |
||||
|
2 |
15 |
Хромистая ГОСТ 4543-71 |
20Х |
0,17-0,23 |
0,5-0,8 |
0,17-0,37 |
0,7-1,0 |
- |
- |
|
30Х |
0,25-0,33 |
0,5-0,8 |
0,17-0,37 |
0,8-1,0 |
- |
- |
|||
|
35Х |
0,31-0,39 |
0,5-0,8 |
0,17-0,37 |
0,8-1,0- |
- |
- |
|||
|
40Х |
0,36-0,44 |
0,5-0,8 |
0, 0,17-37- |
0,8-1,0 |
- |
- |
|||
|
50Х |
0,46-0,54 |
0,5-0,8 |
0,170,37 |
0,8-1,0 |
|||||
|
Среднее по группе |
0,65 |
0,27 |
0,95 |
- |
- |
||||
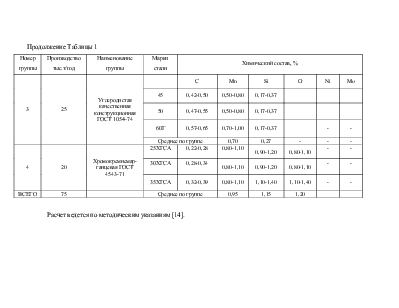
Продолжение Таблицы 1
|
Номер группы |
Производство тыс.т/год |
Наименование группы |
Марки стали |
Химический состав, % |
|||||
|
3 |
25 |
Углеродистая качественная конструкционная ГОСТ 1054–74 |
С |
Mn |
Si |
Cr |
Ni |
Mo |
|
|
45 |
0,42-0,50 |
0,50-0,80 |
0,17-0,37 |
||||||
|
50 |
0,47-0,55 |
0,50-0,80 |
0,17-0,37 |
||||||
|
60Г |
0,57-0,65 |
0,70-1,00 |
0,17-0,37 |
- |
- |
||||
|
Среднее по группе |
0,70 |
0,27 |
- |
- |
- |
||||
|
4 |
20 |
Хромокремнемар-ганцевая ГОСТ 4543-71 |
25ХГСА |
0,22-0,28 |
0,80-1,10 |
0,90-1,20 |
0,80-1,10 |
- |
- |
|
30ХГСА |
0,28-0,34 |
0,80-1,10 |
0,90-1,20 |
0,80-1,10 |
- |
- |
|||
|
35ХГСА |
0,32-0,39 |
0,80-1,10 |
1,10-1,40 |
1,10-1,40 |
- |
- |
|||
|
ВСЕГО |
75 |
Среднее по группе |
0,95 |
1,15 |
1,20 |
||||
Расчет ведется по методическим указаниям [14].
Таблица 2 – Собственные отходы электросталеплавильного цеха и потребность в металлической шихте
|
Группа марок |
Производство, т/год |
Возвратимые отходы |
Угар |
Требуется Ме шихты, т/год |
||||||
|
скрап |
недоливки |
всего |
||||||||
|
% |
T |
% |
T |
% |
T |
% |
T |
|||
|
1 |
15 000 |
0,5 |
75 |
1,2 |
180 |
1,7 |
255 |
6 |
900 |
16155 |
|
2 |
15 000 |
0,5 |
75 |
1,2 |
180 |
1,7 |
255 |
6 |
900 |
16155 |
|
3 |
25 000 |
0,5 |
125 |
1,2 |
300 |
1,7 |
425 |
6 |
1500 |
26925 |
|
4 |
20 000 |
0,5 |
100 |
1,2 |
240 |
1,7 |
340 |
6 |
1200 |
21540 |
|
всего |
75 000 |
375 |
900 |
1275 |
4500 |
80775 |
||||
По данным таблицы 2 определяем расход шихты на 1т продукции:
f = ,
(1)
,
(1)
В соответствии с этим выход годного по цеху составит:
f = 
Принимаем выход годного 93 %.
Таблица 3 – Количество отходов при кузнечном переделе слитков
|
Группа марок |
Поступило на обработку, тонн |
Потери металла |
КР |
Масса годного, т |
|
|
% |
т |
||||
|
1 |
10000 |
18 |
1800 |
1,2 |
8200 |
|
2 |
10000 |
18 |
1800 |
1,2 |
8200 |
|
3 |
25000 |
18 |
4500 |
1,2 |
20500 |
|
4 |
15000 |
18 |
2700 |
1,2 |
12300 |
|
Всего |
60000 |
10800 |
1,2 |
49200 |
|
Потери металла складываются из:
1. Из потерь на образование окалины при нагреве слитков для последующей обработки. Угар составляет 1 %.
2. Из головной обрези, составляющей ≈ 14 % от массы слитка, в связи с применением теплоизоляционных вкладышей.
3. Из обрези донной части слитка 3 % от массы слитка.
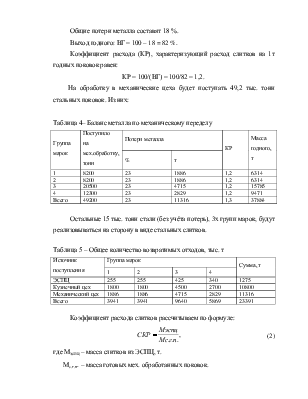
Общие потери металла составят 18 %.
Выход годного: ВГ = 100 – 18 = 82 %.
Коэффициент расхода (КР), характеризующий расход слитков на 1т годных поковок равен:
КР = 100/(ВГ) = 100/82 = 1,2.
На обработку в механические цеха будет поступать 49,2 тыс. тонн стальных поковок. Из них:
Таблица 4– Баланс металла по механическому переделу
|
Группа марок |
Поступило на мех.обработку, тонн |
Потери металла |
КР |
Масса годного, т |
|
|
% |
т |
||||
|
1 |
8200 |
23 |
1886 |
1,2 |
6314 |
|
2 |
8200 |
23 |
1886 |
1,2 |
6314 |
|
3 |
20500 |
23 |
4715 |
1,2 |
15785 |
|
4 |
12300 |
23 |
2829 |
1,2 |
9471 |
|
Всего |
49200 |
23 |
11316 |
1,3 |
37884 |
Остальные 15 тыс. тонн стали (без учёта потерь), 3х групп марок, будут реализовываться на сторону в виде стальных слитков.
Таблица 5 – Общее количество возвратимых отходов, тыс. т
|
Источник поступления |
Группа марок |
Сумма, т |
|||
|
1 |
2 |
3 |
4 |
||
|
ЭСПЦ |
255 |
255 |
425 |
340 |
1275 |
|
Кузнечный цех |
1800 |
1800 |
4500 |
2700 |
10800 |
|
Механический цех |
1886 |
1886 |
4715 |
2829 |
11316 |
|
Всего |
3941 |
3941 |
9640 |
5869 |
23391 |
Коэффициент расхода слитков рассчитываем по формуле:
 (2)
(2)
где Мэспц – масса слитков из ЭСПЦ, т.
Мс.г.п. – масса готовых мех. обработанных поковок.
В соответствии с этим выход годного по цеху составит:
ВГ = 100/СКР, (3)
ВГ = 100/1,58 = 63 %.
С учетом реализации слитков на сторону СКР составит:
В соответствии с этим выход годного по цеху составит:
ВГ = 100/СКР, (4)
ВГ = 100/1,42 = 70 %.
2.1.1 Расход ферросплавов и легирующих материалов
Возвратимые отходы электросталеплавильного цеха используются для выплавки стали. При расплавлении шихты часть легирующих элементов окисляется, коэффициент усвоения (использования) легирующих элементов отходов зависит от многих факторов, таких как сродство к кислороду, содержание элементов в отходах, насыпной вес скрапа (лома).
Обычно принимают, что кремний, алюминий, титан, цирконий и другие высокоактивные элементы при расплавлении выгорают полностью (коэффициент усвоения равен нулю).
Таблица 6 – Расход ферросплавов и легирующих материалов
|
Группа |
Масса возвратимых отходов, т |
Возврат марганца |
Возврат хрома |
||||
|
Среднее содержание, % |
Коэффициент усвоения |
Масса Mn из отходов, т |
Среднее содержание, % |
Коэффициент усвоения |
Масса Cr из отходов, т |
||
|
1 |
3941 |
0,45 |
0,8 |
14,2 |
1,2 |
0,85 |
40,19 |
|
2 |
3941 |
0,65 |
0,8 |
20,49 |
0,95 |
0,85 |
31,8 |
|
3 |
9640 |
0,70 |
0,8 |
54 |
- |
- |
- |
|
4 |
5869 |
0,95 |
0,8 |
44,6 |
1,20 |
0,85 |
59,86 |
|
Итого |
23391 |
131,89 |
131,85 |
||||
Продолжение Таблицы 6
|
Группа |
Масса возвратимых отходов, т |
Возврат никеля |
Возврат молибдена |
||||
|
Среднее содержание, % |
Коэффициент усвоения |
Масса Ni из отходов, т |
Среднее содержание, % |
Коэффициент усвоения |
Масса Мо из отходов, т |
||
|
1 |
3941 |
2,65 |
0,8 |
83,5 |
0,25 |
0,95 |
9,35 |
|
2 |
3941 |
- |
- |
- |
- |
- |
- |
|
3 |
11738 |
- |
- |
- |
- |
- |
- |
|
4 |
4026 |
- |
- |
- |
- |
- |
- |
|
Итого |
23391 |
83,5 |
9,35 |
||||
Потребность цеха в ферросплавах производится по формуле:
Ф= ,
(5)
,
(5)
где Ф – масса ферросплава, т;
G – масса жидкого металла, т;
а – содержание данного элемента в готовой стали, %;
b – содержание его в ванне перед легированием, %;
m – базовое содержание элементов в ферросплаве, %;
n – коэффициент усвоения.
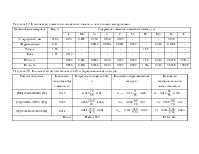
Потребность цеха в феррохроме приведена в таблице 7.
Таблица 7 – Потребность цеха в феррохроме
|
Группа марок |
Масса Жидкого, т |
Средние содержание Cr в стали, % |
Остаточная концентрация Cr, % |
Возврат Cr, т |
Содерж. Cr в FeCr, % |
Коэф. усвоения |
Потребность в сплаве, т |
|
1 |
15255 |
1,2 |
0,1 |
40,19 |
60 |
0,95 |
223,88 |
|
2 |
15255 |
0,95 |
0,1 |
31,8 |
60 |
0,95 |
171,7 |
|
3 |
- |
- |
- |
- |
- |
- |
- |
|
4 |
20340 |
1,20 |
0,1 |
41 |
60 |
0,95 |
320,6 |
|
Сумма |
50850 |
113 |
716,2 |
Таблица 8 – Потребность цеха в ферромарганце
|
Группа марок |
Масса Жидкого, т |
Средние содержание Mn в стали, % |
Остаточная концентрация Mn, % |
Возврат Mn, т |
Содерж. Mn в FeMn,% |
Коэф. усвоения |
Потребность в сплаве, т |
|
1 |
15255 |
0,45 |
0,2 |
14,2 |
70 |
0,95 |
36 |
|
2 |
15255 |
0,65 |
0,2 |
20,49 |
70 |
0,95 |
72,4 |
|
3 |
25425 |
0,70 |
0,2 |
54 |
70 |
0,95 |
110 |
|
4 |
20340 |
0,95 |
0,2 |
44,6 |
70 |
0,95 |
162,3 |
|
Сумма |
76275 |
133,29 |
380,7 |
Таблица 9 – Потребность цеха в ферросилиции
|
Группа марок |
Масса Жидкого, т |
Средние содержание Si в стали, % |
Остаточная концентрация Si, % |
Возврат Si, т |
Содерж. Si в FeSi, % |
Коэф. усвоения |
Потребность в сплаве, т |
|
1 |
15255 |
0,27 |
0 |
0 |
65 |
0,9 |
70 |
|
2 |
15255 |
0,27 |
0 |
0 |
65 |
0,9 |
70 |
|
3 |
25425 |
0,27 |
0 |
0 |
65 |
0,9 |
117,3 |
|
4 |
20340 |
1,15 |
0 |
0 |
65 |
0,9 |
400 |
|
Сумма |
76275 |
0 |
657,3 |
Таблица 10 – Потребность цеха в никеле
|
Группа марок |
Масса Жидкого, т |
Средние содержание Ni в стали, % |
Остаточная концентрация Ni, % |
Возврат Ni, т |
Содерж. Ni в FeNi, % |
Коэф. усвоения |
Потребность в сплаве, т |
|
1 |
15255 |
2,65 |
0,5 |
83,5 |
99,8 |
0,97 |
252,5 |
|
2 |
- |
- |
- |
- |
- |
- |
- |
|
3 |
- |
- |
- |
- |
- |
- |
- |
|
4 |
- |
- |
- |
- |
- |
- |
- |
|
Сумма |
15255 |
98 |
252,5 |

Таблица 11 – Потребность цеха в ферромолибдене
|
Группа марок |
Масса Жидкого, т |
Среднее Содержание Молибдена, % |
Остаточная концентрация молибдена, % |
Возврат молибдена, т |
Содержание в ферро молибдене, % |
Коэффициент усвоения |
Потребность в сплаве, т |
|
1 |
15255 |
0,25 |
0,0 |
9,35 |
64 |
0,95 |
62,5 |
|
15255 |

Расход алюминия для конечного раскисления составляет 0,4 кг/т.
0,4·76275=30,510т.
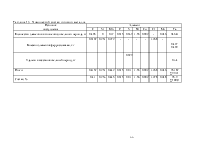
2.2 Расчет шихты для выплавки стали 40Х2Н2МА
Расчет материального баланса производится на 100 кг шихты.
Химический состав углеродистого лома, кокса и готовой стали, приведен в таблице 12.
|
Наименование материала |
Элементы, % |
|||||||||
|
С |
Mn |
Si |
P |
S |
Cu |
Ni |
Mo |
Cr |
Fe |
|
|
Лом углеродистый ГОСТ 4543–71 |
0,30 |
0,50 |
0,27 |
0,030 |
0,040 |
- |
- |
- |
- |
ост |
|
Готовая сталь марки 40Х2Н2МА ГОСТ4543–71 |
0,35- 0,42 |
0,3-0,6 |
0,17-0,37 |
Не более |
0,30 |
1,35-1,75 |
0,2-0,3 |
1,25-1,65 |
ост |
|
|
0,025 |
0,025 |
|||||||||
|
Кокс |
82,0 |
0,08 |
||||||||
|
Никель |
- |
- |
- |
- |
- |
- |
100 |
- |
- |
- |
|
Ферромолибден ФМо 60 ГОСТ 4759-71 |
0,08 |
- |
0,8 |
0,04 |
0,08 |
0,5 |
- |
55-65 |
- |
ост |
Химический состав шлакообразующих, окислителей и заправочных материалов приведен в таблице 13.
|
Материалы |
Состав, % |
|||||||||
CaO |
MgO |
Mn |
SiO2 |
Al2O3 |
Fe2O3 |
CaF2 |
P2O5 |
Влага |
Σ |
|
|
Известь |
92,0 |
3,3 |
- |
2,5 |
1,0 |
0,60 |
- |
0,10 |
- |
100,0 |
|
Кварцит |
- |
- |
- |
98,0 |
- |
- |
- |
- |
- |
100,0 |
|
Шамот |
0,7 |
0,3 |
- |
63,0 |
35 |
1,0 |
100,0 |
|||
|
Плавиковый шпат |
- |
- |
- |
4,0 |
- |
1,0 |
95,0 |
- |
- |
100,0 |
|
Железная Руда |
6,2 |
- |
- |
2,8 |
1,0 |
90,0 |
- |
- |
- |
100,0 |
|
Магнезит |
1,0 |
92,0 |
1,0 |
3,0 |
1,0 |
2,0 |
- |
- |
- |
100,0 |
Химический состав применяемых при плавке раскислителей и легирующих приведен в таблице 14.
Таблица 14 – Химический состав применяемых при плавке раскислителей и легирующих
|
Наименование материала |
Элемент, % |
|||||||
|
Si |
Mn |
Cr |
Мо |
Cu |
ыС |
РР |
SS |
|
|
Не более |
||||||||
Ферросилиций ФС 75ГОСТ 1415–78 |
75,0 |
0,30 |
0,20 |
- |
- |
0,1 |
0,03 |
0,02 |
|
СиликомарганецСМн 20 ГОСТ 4756-77 |
24,0 |
70,0 |
- |
- |
- |
0,80 |
0,08 |
0,02 |
|
Феррохром ФХ 800 Б ГОСТ 4757-79 |
2,0 |
- |
65,0 |
- |
- |
8,0 |
0,05 |
0,05 |
|
ФерровмолибденФМо 60 |
0,80 |
- |
- |
60,0 |
0,50 |
- |
0,04 |
0,08 |
На основе практических данных в таблице 15 приведены коэффициенты усвоения элементов из применяемых ферросплавов и кокса.
Таблица 15 – Коэффициенты усвоения элементов из применяемых
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.