







































МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Санкт-Петербургский институт машиностроения
В. Г. Юрьев, Ю. М. Зубарев, В. В. Звоновских,
А. В. Приемышев, Л. А. Куцанов, В. А. Бебнев
Типовые маршруты технологических процессов механической обработки заготовок
Санкт-Петербург
2009
Оглавление
1.Основные принципы формирования маршрутов технологических процессов
2. Валы
3. Втулки
4. Зубчатые колеса
5. Фланцы
6. Корпуса
Литература
1.Основные принципы формирования маршрутов
технологических процессов механической обработки заготовок
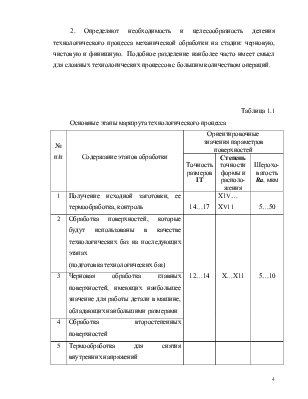
Руководствуясь многолетним опытом производства (табл. 1.1) в основу формирования маршрута технологического процесса могут быть положены несколько основных этапов механической обработки заготовок деталей машин [4, 5, 18, 19].
Обычно различают следующие основные этапы (стадии) механической обработки заготовок: черновую, чистовую и финишную. В ходе технологического процесса точность обработки возрастает при переходе от одной стадии к следующей. При черновой обработке не только удаляют основную часть припуска, но и повышают точность размеров, формы, взаимного расположения поверхностей заготовки по сравнению с исходной. При этом значительные тепловые и силовые воздействия на поверхностный слой, возникающие при резании металла, формируют технологические остаточные напряжения, которые являются причиной снижения точности на последующих стадиях обработки. Для снижения технологических остаточных напряжений используют термообработку.
Чистовой обработкой добиваются заданной точности и качества металла поверхностного слоя главных поверхностей, а финишной - особо точных поверхностей.
При проектировании технологического процесса механической обработки заготовок деталей независимо от ее конструкции и размеров, требований к точности и шероховатости, программы выпуска и др. принимают во внимание основные этапы обработки (табл. 1.1), а также следующие положения, правила, принципы [4…10].
1. В качестве основы разрабатываемого технологического процесса выбирают (заимствуют) их аналоги, например в виде типовых технологических процессов из справочников, каталогов, методических указаний, заводских данных и т. п. материалов.
2. Определяют необходимость и целесообразность деления технологического процесса механической обработки на стадии: черновую, чистовую и финишную. Подобное разделение наиболее часто имеет смысл для сложных технологических процессов с большим количеством операций.
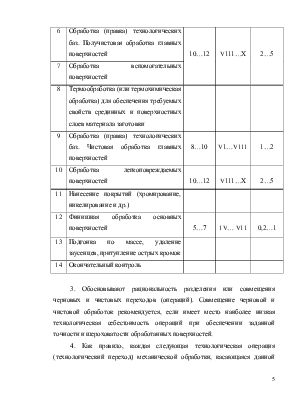
Таблица 1.1
Основные этапы маршрута технологического процесса
|
№ п/п |
Содержание этапов обработки |
Ориентировочные значения параметров поверхностей |
||
|
Точность размеров IT |
Степень точности формы и располо- жения |
Шерохо-ватость Ra, мкм |
||
|
1 |
Получение исходной заготовки, ее термообработка, контроль |
14…17 |
Х1V… ХV11 |
5…50 |
|
2 |
Обработка поверхностей, которые будут использованы в качестве технологических баз на последующих этапах (подготовка технологических баз) |
12…14 |
Х…Х11 |
5…10 |
|
3 |
Черновая обработка главных поверхностей, имеющих наибольшее значение для работы детали в машине, обладающих наибольшими размерами |
|||
|
4 |
Обработка второстепенных поверхностей |
|||
|
5 |
Термообработка для снятия внутренних напряжений |
|||
|
6 |
Обработка (правка) технологических баз. Получистовая обработка главных поверхностей |
10…12 |
V111…Х |
2…5 |
|
7 |
Обработка вспомогательных поверхностей |
|||
|
8 |
Термообработка (или термохимическая обработка) для обеспечения требуемых свойств срединных и поверхностных слоев материала заготовки |
|||
|
9 |
Обработка (правка) технологических баз. Чистовая обработка главных поверхностей |
8…10 |
V1…V111 |
1…2 |
|
10 |
Обработка легкоповреждаемых поверхностей |
10…12 |
V111…Х |
2…5 |
|
11 |
Нанесение покрытий (хромирование, никелирование и др.) |
|||
|
12 |
Финишная обработка основных поверхностей |
5…7 |
1V… V11 |
0,2…1 |
|
13 |
Подгонка по массе, удаление заусенцев, притупление острых кромок |
|||
|
14 |
Окончательный контроль |
|||
3. Обосновывают рациональность разделения или совмещения черновых и чистовых переходов (операций). Совмещение черновой и чистовой обработок рекомендуется, если имеет место наиболее низкая технологическая себестоимость операций при обеспечении заданной точности и шероховатости обработанных поверхностей.
4. Как правило, каждая следующая технологическая операция (технологический переход) механической обработки, касающаяся данной поверхности, должна повышать точность размеров, формы и взаимного расположения, а также улучшать ее качество.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.