




7 Технологічна частина
7.1 Вибирання виду заготовки
Вісь (рисунок 7.1) призначено для закріплення стрічкового транспортера на несучій рамі. Одна з поверхонь вісі входить до підшипника ковзання рами, інший – до рами стрічкового транспортера. Закріплення рами транспортера здійснюється за допомогою корінчастої гайки, яку фіксують шплінтом.
В зв¢язку з конструктивними особливостями, а також виходячи з розрахунків навантаження, що діють на вісь, приймається сталь 45 ГОСТ 1050-88, горячекатана, шестигранник нормальної точності за ГОСТ 8560-78. Цей сортамент рекомендовано для виготовлення валів та осей гладких та ступінчастих.
Орієнтуючись на конструктивні особливості вісі, розміри заготовки знаходимо після розрахунків.
Розрахунок режимів різання виконуються в відповідності з загально-машинобудівними нормативами різання для технічного, нормування робіт на металоріжучих станках.
7.2 Розробка плану операцій та описування технологічного процесу виготовлення вісі
Для вісі встановлено три основні етапи обробки: чорнове, чистове точіння та шліфування.
При чорновому точінні знімається максимальний за товщиною шар металу з урахування залишку на тонке точіння та шліфування. Цей етап частіше за все виконується з підвищеними глибиною різання та подачею ріжучого інструмента.
При чистовій обробці знімається шар метала з урахуванням залишку для шліфування. Для цього етапу характерні велика швидкість обертання заготовки або ріжучого інструмента та невелика подача.
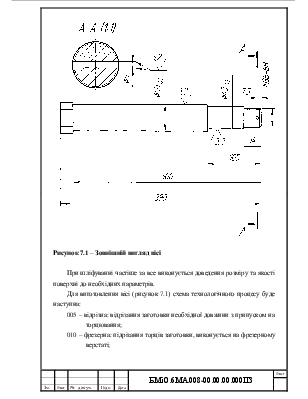
Рисунок 7.1 – Зовнішній вигляд вісі
При шліфуванні частіше за все виконується доведення розміру та якості поверхні до необхідних параметрів.
Для виготовлення вісі (рисунок 7.1) схема технологічного процесу буде наступна:
005 – відрізна: відрізання заготовки необхідної довжини з припуском на торцювання;
010 – фрезерна: підрізання торців заготовки, виконується на фрезерному верстаті;
015 – свердлильна: центрування торців, виконується на свердлильному станку;
020 – свердлильна: свердлити отвір Æ5 під шплінт, виконується на свердлильному верстаті;
025 – токарна: чорнове обточування вала; обточуються усі поверхні без нарізання різьби М36-6Н;
030 – токарна: чистове обточування вала; обточуються усі поверхні без нарізання різьби М36-6Н;
035 – токарна: нарізання різьби М36-6Н;
040 – шліфувальна: чорнове шліфування поверхонь, які потребують більш якісної обробки поверхні (поверхні ковзання);
045 – шліфувальна: чистове шліфування поверхонь, які потребують більш якісної обробки поверхні (поверхні ковзання);
050 – слюсарна: знаття гострих кромок та задирок;
055 – обмірювання валу.
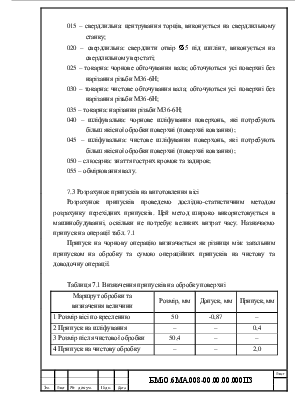
7.3 Розрахунок припусків на виготовлення вісі
Розрахунок припусків проведемо дослідно-статистичним методом розрахунку перехідних припусків. Цей метод широко використовується в машинобудуванні, оскільки не потребує великих витрат часу. Назначаємо припуск на операції табл. 7.1
Припуск на чорнову операцію визначається як різниця між загальним припуском на обробку та сумою операційних припусків на чистову та доводочну операції.
Таблиця 7.1 Визначення припусків на обробку поверхні
|
Маршрут обробки та визначення величини |
Розмір, мм |
Допуск, мм |
Припуск, мм |
|
1 Розмір вісі по кресленню |
50 |
-0,87 |
– |
|
2 Припуск на шліфування |
– |
– |
0,4 |
|
3 Розмір після чистової обробки |
50,4 |
– |
– |
|
4 Припуск на чистову обробку |
– |
– |
2,0 |
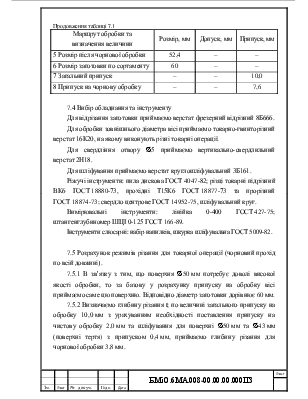
Продовження таблиці 7.1
|
Маршрут обробки та визначення величини |
Розмір, мм |
Допуск, мм |
Припуск, мм |
|
5 Розмір після чорнової обробки |
52,4 |
– |
– |
|
6 Розмір заготовки по сортаменту |
60 |
– |
– |
|
7 Загальний припуск |
– |
– |
10,0 |
|
8 Припуск на чорнову обробку |
– |
– |
7,6 |
7.4 Вибір обладнання та інструменту
Для відрізання заготовки приймаємо верстат фрезерний відрізний 8Б666.
Для обробки зовнішнього діаметра вісі приймаємо токарно-гвинторізний
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.