- ручной обработкой профилограммы сечения, записанной преимущественно в полярных координатах; для нахождения базовой окружности, от которой отсчитывают отклонение от круглости, применяют прозрачный шаблон с концентричными окружностями или циркуль; в качестве базы применяют, в основном, прилегающую окружность (наименьшую, описанную для вала или наибольшую, вписанную для отверстия) или среднюю окружность, если профилограмма записывается относительно нее;
- с помощью ПМ, пересчитывающих измеренные значения на отклонения от круглости относительно средней или прилегающей окружности.
Измерение с применением прецизионного вращения
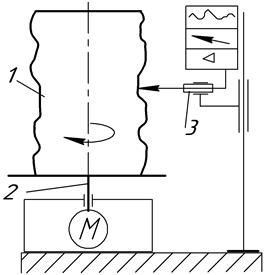
Схема измерения приведена на рис. 2.17. При измерении реальный профиль сравнивается с траекторией точного вращения шпинделя прибора (кругломера). Различают кругломеры с вращающимся измерительным преобразователем при неподвижном столе и детали и с вращающимся предметным столом при неподвижном преобразователе. Перед измерением деталь центрируют и нивелируют относительно оси шпинделя прибора. Измеряется изменение радиусов профиля относительно оси вращения за один оборот. Измеренный профиль регистрируется на полярной диаграмме. Возможно применение ПК для автоматического определения базовой окружности (средней или прилегающей) и отклонения от круглости. Данный метод измерения является наиболее точным и позволяет измерять отклонение от круглости в соответствии с его стандартным определением.
|
|
Рис. 2.17: 1 – контролируемая деталь; 2 – точный шпиндель; 3 – измерительный преобразователь |
Измерение с применением образца круглости
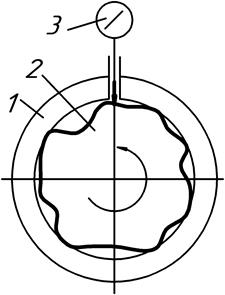
Схема измерения показана на рис. 2.18. Измеряемая деталь сопрягается с образцовой по форме деталью (кольцом или пробкой), которая в ограниченном диапазоне диаметров материализует прилегающую окружность. Измерительной головкой, закрепленной неподвижно на образцовой детали, регистрируется максимальная разность показаний за один оборот измеряемой детали относительно образцовой. Для более полной компенсации действительных отклонений диаметра деталей применяют образцовые детали, регулируемые по диаметру, либо набор различных по диаметру образцовых деталей.
|
Рис: 2.18: 1 – контролируемая деталь; 2 – образец круглости (калибр-кольцо); 3 – измерительная головка |
|
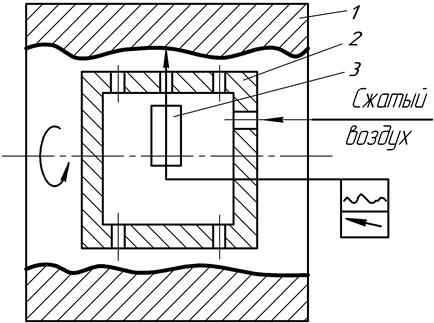
Измерение с применением аэростатически центрированного
опорного элемента
Схема может быть применена для измерения внутренних и наружных поверхностей вращения. Опорный элемент в виде пробки или кольца базируется на аэростатических опорах непосредственно по измеряемой поверхности детали (рис. 2.19). Вследствие усредняющего эффекта воздушной подушки при взаимном вращении опорного элемента и детали ось вращения практически неподвижна и при ограниченной длине опорного элемента проходит через центр средней окружности измеряемого сечения. Измерительный преобразователь закреплен в опорном элементе. Отклонение от круглости определяется как наибольшая разность показаний отсчетного прибора за один оборот детали относительно опорного элемента. При постоянной скорости вращения возможна регистрация профиля на диаграмме.
|
Рис. 2.19: 1 – контролируемая деталь; 2 – опорный элемент; 3 – измерительный преобразователь |
|
Измерение прибором для контроля радиального биения
Измеряемая деталь устанавливается в центрах (рис. 2.20). Деталь должна вращаться с постоянной скоростью. Измерительным преобразователем регистрируется изменение радиусов детали в измеряемом сечении за один оборот. После электрической фильтрации, подавляющей составляющую, вызванную эксцентриситетом сечения относительно оси вращения (в данном случае общей оси центровых отверстий), измерительный сигнал подается либо на показывающий прибор, либо на линейный самописец. Наибольшая разность показаний прибора за один оборот детали определяет отклонение от круглости относительно средней окружности.
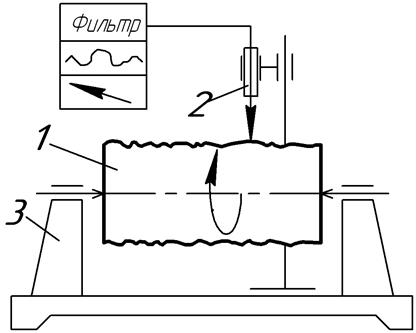
Рис. 2.20: 1 – контролируемая деталь; 2 – измерительный преобразователь;
3 – центровой прибор
Измерение на координатно-измерительных приборах
Деталь измеряется на двух- или трехкоординатных приборах путем ощупывания достаточно большого количества точек реального профиля (рекомендуется не менее 12 точек). По координатам измеренных точек с помощью ПК по соответствующим программам рассчитывается отклонение от круглости относительно средней или прилегающей окружности.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.