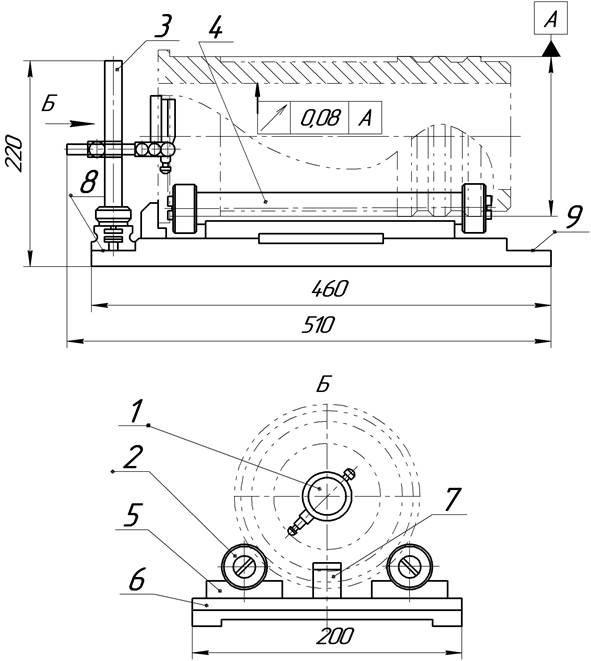
Рис. 4.23. Приспособление для контроля радиального биения отверстия в
гильзе: 1 – измерительная головка; 2 – ролик; 3 – индикаторная стойка;
4 – ось; 5 – корпус; 6 – плита; 7 – упор; 8, 9 – площадка
Отверстия гильз обрабатывают с точностью IT7…8, реже IT6. Гильзы запрессовывают в корпус по пояскам, которые обрабатывают с точностью IT6…7. Допуск радиального биения отверстия относительно поясков обычно находится в пределах 0,03…0,08 мм.
Проверяемая гильза поясками базируется на ролики 2, установленные на осях 4, которые монтируются в корпусах 5, закрепляемых на плите 6. Упор 7 позволяет избежать осевого перемещения при вращении гильзы.
Радиальное биение отверстия относительно поясков определяется по разности показаний индикатора при одном – двух оборотах гильзы. Индикатор закрепляется на индикаторной стойке 3 с магнитным основанием (тип ШМ – IIH, ГОСТ 10197-70), который устанавливается на специальной площадке 8, 9 плиты 6.
Следует заметить, что радиальное биение, измеренное таким способом, представляет собой разнотолщинность стенок гильзы.
4.5. Примеры контрольно-измерительных приспособлений
для измерения отклонения от перпендикулярности
и торцового биения
Рассмотрим примеры КИП [2, 4, 5].
Отклонение от перпендикулярности плоскостей – отклонение угла между плоскостями от прямого угла,
выраженное в линейных единицах ![]() на длине
нормируемого участка.
на длине
нормируемого участка.
Отклонение от перпендикулярности плоскости или оси
относительно оси –отклонение
угла между плоскостью или осью и базовой осью от прямого угла, выраженное в
линейных единицах ![]() на длине нормируемого
участка.
на длине нормируемого
участка.
Торцовое биение
–разность ![]() наибольшегои
наименьшего расстояний от точек реального профиля торцовой поверхности до
плоскости, перпендикулярной к базовой оси.
наибольшегои
наименьшего расстояний от точек реального профиля торцовой поверхности до
плоскости, перпендикулярной к базовой оси.
Отклонение от перпендикулярности плоскостей может быть
измерено приспособлением, схема которого приведена на рис. 4.24. До начала измерений
индикатор настраивается на ноль по эталону. Корпус 3 устройства вместе с
закрепленным индикатором 2 перемещается в нормальном по отношению к
контролируемой плоскости направлении до контакта с ней упора 4. Считывается
показание индикатора 2. Так как допуск перпендикулярности задан на всей длине ![]() плоскости, контролируемого изделия, а измерения
выполняются только на длине
плоскости, контролируемого изделия, а измерения
выполняются только на длине ![]() , то предельно
допустимая величина показаний индикаторной головки для годных заготовок не
должна превышать значения:
, то предельно
допустимая величина показаний индикаторной головки для годных заготовок не
должна превышать значения:
![]() , мм.
, мм.
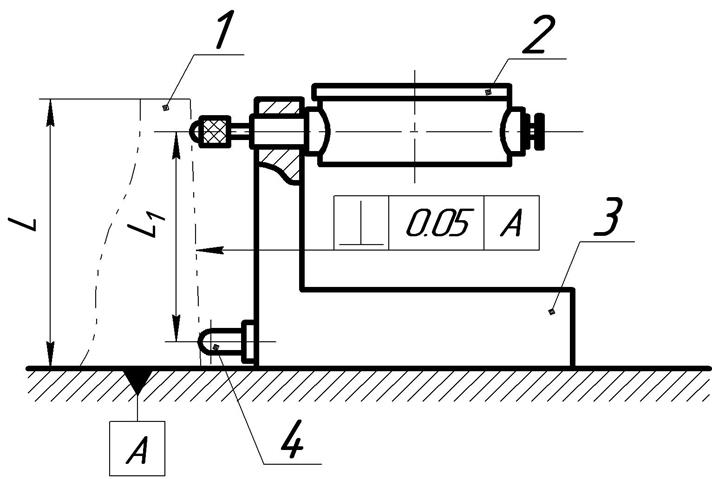
Рис. 4.24. Схема приспособления для измерения отклонения от
перпендикулярности плоскостей: 1 – контролируемое изделие;
2 – индикатор часового типа; 3 – корпус приспособления; 4 – упор
Пример устройства для контроля отклонения от перпендикулярности торца втулки 4 относительно оси ее отверстия приведен на рис. 4.25. Корпус 2 устройства посредством резьбового хвостовика установлен на диск 5. Для выполнения измерений рычаг 3 вводится в отверстие контролируемой детали 4. При этом торец диска 5, на котором установлен корпус, контактирует с торцом контролируемого изделия. Вручную устройство перемещается в радиальном по отношению к отверстию втулки направлении до упора так, чтобы плоскость поворота рычага 3 была перпендикулярна поверхности контролируемого отверстия. Рычаг 3, поворачиваясь относительно оси, при этом займет положение, предопределяемое положением образующей отверстия втулки 4 относительно ее торца. Фиксируются показания индикаторной головки 1. Измерения таким устройством производятся многократно, поворачивая устройство вокруг оси отверстия. При определении отклонения от перпендикулярности принимают во внимание максимальное показание индикаторной головки. При конструировании КИП следует стремиться обеспечить наибольшее расстояние между контактными поверхностями измерительного рычага 3, что повышает объективность измерений.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.