Из корпусов электролиза разливочный ковш с жидким металлом при помощи электрокара транспортируется в литейное отделение (ЛО).
Поступающий в ЛО металл взвешивается на электронных весах и подвергается экспресс-анализу. Для получения алюминия определенных марок используются миксеры (11), где с помощью присадок и перемешивания добиваются необходимого качества продукции. Заливка металла в миксер производится мостовым краном через заливочный карман.
Готовая продукция получается в виде слитков весом 15 кг на разливочных машинах (12), или в виде крупногабаритных Т-образных слябов на машинах полунепрерывного литья (12). Т-образные слябы распиливают на чушки трехметровой длины с помощью ленточной пилы.
На складе готовой продукции (13) осуществляется упаковка, погрузка в автомашины и отправка в речной порт.
Завод НАЗ ежегодно выпускает порядка 80000 т высококачественного электротехнического и конструкционного алюминия. Динамика изменений объемов производства алюминия за 2006-2010 гг. представлена на рис.1.4.
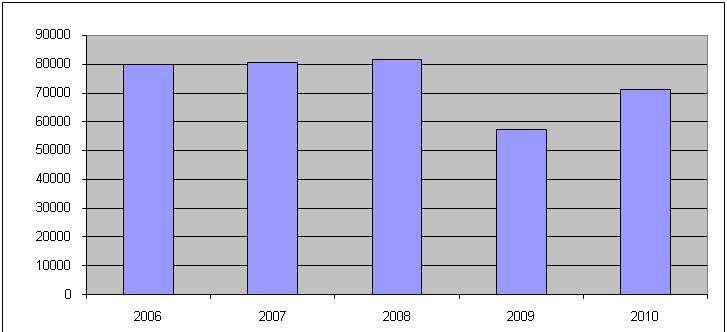
Рисунок 1.4 - Динамика изменений объемов производства алюминия за 2006-2010 гг (т/год).
Как видно из рис. 3:
- в период с 2006 г. по 2009 г. наблюдался устойчивый рост объемов выпуска алюминия;
- в 2009 году произошел провал производства на 30%, что было вызвано падением спроса на продукцию, в связи с экономическим кризисом 2008-2009 годов;
- в 2010 году наметился некоторый рост объемов производства (по отношению к 2009 году рост составил 17,7%), но в итоге, в 2010 г. выработка достигла только 88 % от объемов 2008 года.
Внешнее электроснабжение ОАО «СУАЛ» филиал «НАЗ - СУАЛ» осуществляется по четырем ВЛ-110 кВ (Ондская ГЭС-4), принадлежащих МРСК «Северо-Запад» «Карелэнерго»: Л-108, Л-107, Л-101, Л-100 протяженностью каждой линии по 6300 м. Марка провода АС-185 мм2. Пропускная способность каждой линии 100 МВт.
Для обеспечения работы в нормальном режиме филиалу достаточно 155 МВт мощности. При пропускной способности каждой линии 100 МВт две из четырех линий вполне обеспечивают потребности завода. С учетом резервирования схема электроснабжения ОАО «СУАЛ» филиал «НАЗ - СУАЛ» соответствует 1-й категории надежности электроснабжения.
ГПП завода (подстанция ПС-3) выполнена с ОРУ 110 кВ, на котором установлено шесть трансформаторов 110/10 кВ: ТРДН-40000/110 – 2 шт., ТРДН-63000/110 – 2шт., ТДНГ-40500/110 – 2 шт. Общая установленная мощность трансформаторов ПС-3 - 286 МВА.
С подстанции ПС-3 по воздушным токопроводам 10 кВ питаются две кремневые преобразовательные подстанции КПП-1 и КПП-2, установленные в 150 метрах от неё. КПП-1 и КПП-2 выполняют функции источников питания корпусов электролиза и одновременно являются РУ-10 кВ (двойная система шин с обходной) для питания цеховых подстанций завода и поселка Надвоицы.
Питание корпусов электролиза осуществляется сборными шинопроводами напряжением 0,8 кВ от одиннадцати агрегатных трансформаторов установленных на улице, пять из которых принадлежат КПП-1 и шесть - КПП-2 (один из шести трансформаторов установлен специально для питания четвертого корпуса оснащенного электролизерами с обожженными анодами).
КПП-1 и КПП-2 расположены в трехэтажном здании. На первом (цокольном) этаже находится РУ постоянного тока 0,8 кВ, на втором - выпрямительные агрегаты и щиты оператора (ГЩУ размещен на КПП-2), на третьем этаже - распределительные устройства РУ-10 кВ.
Территориальное расположение подстанций на ситуационном плане НАЗ приведено на рисунке 2.1. Однолинейная схема электроснабжения завода приведена на рисунке 2.2.
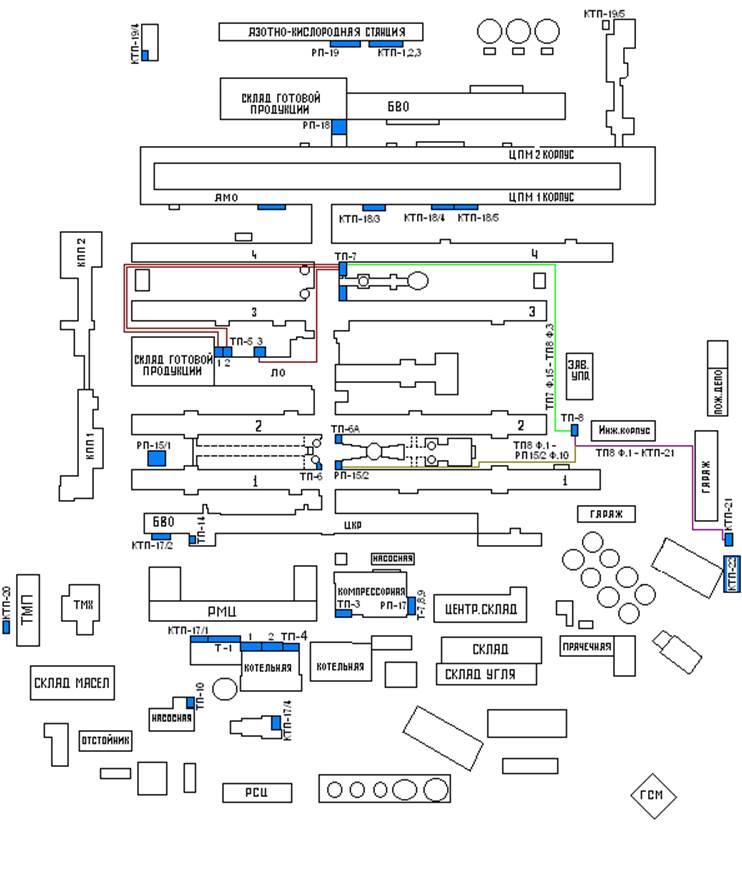
Рисунок 2.1 - Ситуационный план
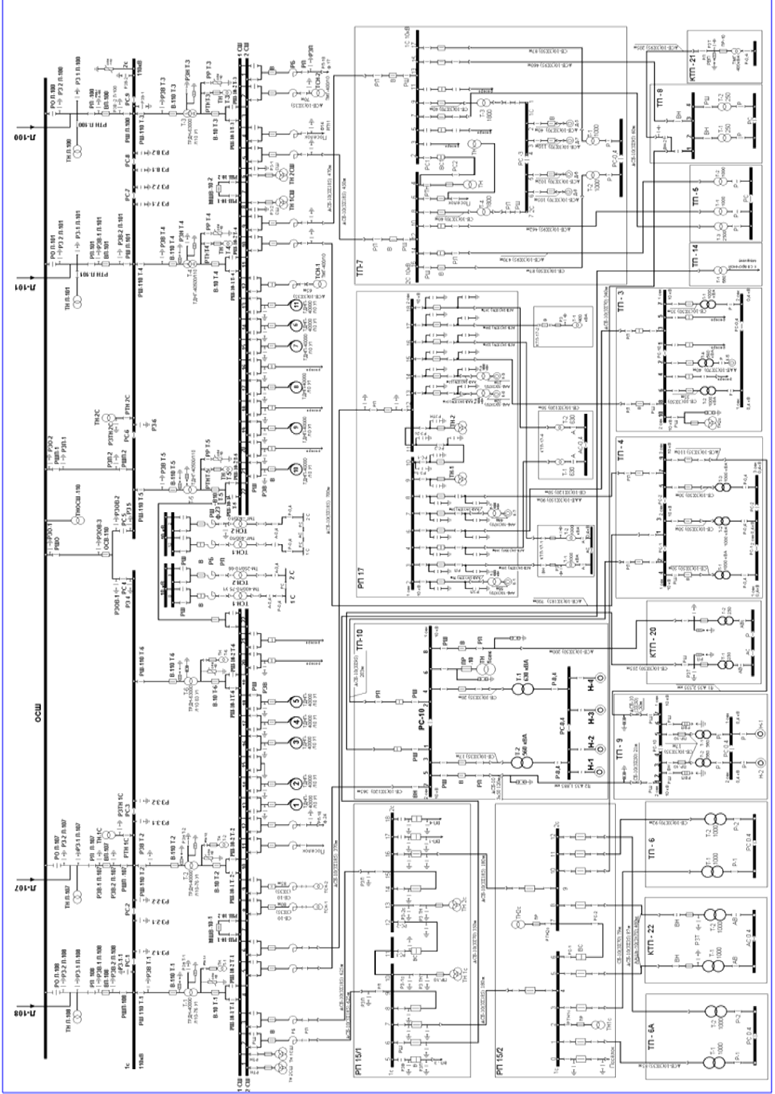
Рисунок 2.2 - Однолинейная схема электроснабжения
Кроме основной технологии (11 преобразовательных трансформаторов ТДНП-40000/10 У1) потребителями электрической энергии являются, так называемые, собственные нужды: приводы дымососов, вентиляторов, компрессоров, насосов; электроприемники вспомогательных производств (чугунно-литейного и анодно-монтажного); крановое оборудование; освещение основных и вспомогательных цехов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.