


Лабораторная работа № 4
ИЗМЕРЕНИЕ РАЗМЕРОВ ДЕТАЛЕЙ ШТАНГЕНИНСТРУМЕНТАМИ И МИКРОМЕТРИЧЕСКИМИ ИНСТРУМЕНТАМИ
Цель работы: Ознакомление с конструкцией штангенинструментов и микрометрических инструментов и методикой их использования для измерения наружных и внутренних размеров деталей.
Приспособления и инструмент: 1. Штангенинструменты.
2. Микрометрические инструменты.
ШТАНГЕНИНСТРУМЕНТЫ
К группе штангенинструментов относятся раздвижные измерительные инструменты, имеющие штангу и подвижную рамку с нониусом. Все эти инструменты имеют две шкалы: одна нанесена на штанге с интервалом делений в 1 мм, другая—на пластинке нониуса с интервалами, соответствующими установленной для данного инструмента точностью отсчета. Устройство штангенинструментов определяется их назначением: измерение наружных и внутренних диаметров, длин, толщин, высот, глубин, плоскостной или пространственной разметки, контроля величин профиля зуба и т. д. Соответственно назначению инструментальной промышленностью выпускаются штангенциркули, штангенрейсмасы, штангенглубиномеры, штангензубомеры.
Штангенциркули. Штангенциркули выпускают следующих трех типов:
ШЦ-I с двусторонним расположением губок, для наружных и внутренних измерений и с линейкой для измерения глубины. Величина отсчета по нониусу 0,1 мм, предел измерений от 0 до 125 мм. Эти штангенциркули применяются только для грубых измерений;
ШЦ-II с двусторонним расположением губок: нижние губки— для наружных и внутренних измерений, верхние губки—для разметочных работ на плоскости. Предел измерений 0-200 и 0-320 мм, величина отсчета по нониусу 0,05 мм;
ШЦ-III крупногабаритные с односторонними губками для наружных и внутренних измерений с диапазоном 0-500, 250-710, 320-1000, 500-1400 и 800-2000 мм. Величина отсчета по нониусу штангенциркуля 0-500 мм принята 0,05 мм, а для всех остальных диапазонов 0,1 мм.
Наиболее
распространены в инструментальном производстве универсальные штангенциркули
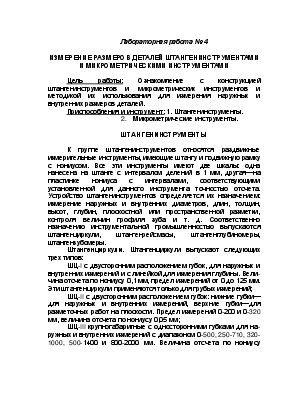
типа ШЦ-II (рис. 1). Основными его частями
являются штанга 1, измерительные губки 2, разметочные губки 3,
рамка 4, зажим рамки 5, нониусная планка 6 и 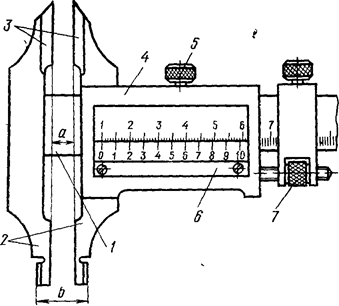
Рис.1. Штангенциркуль микрометрическая подача 7. Измерительные губки имеют цилиндрическую наружную поверхность, предназначенную для измерения отверстий и расстояний между стенками деталей. Радиус этих поверхностей не превышает половины суммарной толщины губок. Размер b сдвинутых губок обычно имеет 10 мм и маркируется на боковой поверхности. При всех внутренних измерениях к показаниям по шкале штанги прибавляют этот размер. Для наружных измерений используются внутренние измерительные поверхности губок 2 и 3; расстояние а между губками является определяемым размером детали.
У штангенциркулей последнего выпуска шкала нониуса делается с более крупными делениями, чем деления шкалы штанги. Так, например, 39 делений штанги соответствуют 20 делениям нониуса. Следовательно, каждое деление нониуса, составляющее 39:20=1,95 мм, короче каждых двух делений, нанесенных на шкале штанги, на 2-1,95=0,05 мм. Таким образом, первое от нуля деление нониуса, совпавшее с каким-либо делением шкалы штанги, показывает 0,05 мм, второе 0,10 мм, третье 0,15 мм, четвертое 0,20 мм и т. д. Для удобства отсчета результатов измерения на нониусе через каждые пять делений нанесены цифры 25; 50; 75 и 1.
У штангенциркулей и штангензубомеров с точностью отсчета 0,02 мм шкала нониуса имеет длину 49 мм и разделена на нониусе на 50 делений. В этом случае каждое деление нониуса 49:50= =0,98 мм, т. е. короче деления шкалы штанги на 1-0,98=0,02 мм.
Штангенглубиномеры. Предназначены для измерения высот и глубин. Их применяют при контроле глубины глухих отверстий, уступов, пазов, канавок. Штангенглубиномеры изготовляют с
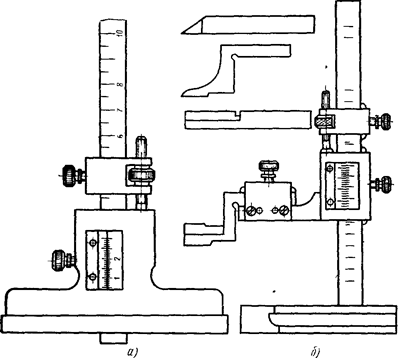
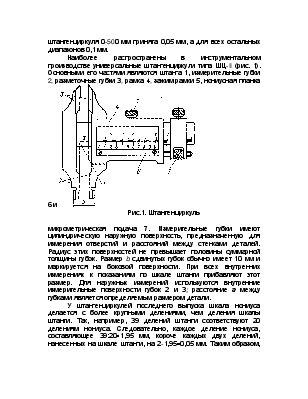
Рис.2. Штангенглубиномер (а) и штангенрейсмас (б)
пределом измерений 0-60, 0-250 и 0-400 мм с величиной отсчета по нониусу 0,05 мм. Основание в обоих случаях имеет длину 120 мм.
При измерении штангенглубиномером (рис.2, а) его основание ставят на гладкую поверхность детали, от которой ведут отсчет размера, а штангу передвигают до упора в поверхность, до которой измеряют расстояние. Перед измерением инструмент необходимо проверить: при совмещении торца штанги с плоскостью основания нулевые штрихи штанги и нониуса должны совпадать. Допускаемая погрешность показаний штангенглубиномеров как при незатянутом, так и при затянутом прижиме рамки ±0,05 мм.
Штангенрейсмасы (рис. 2, б) Предназначаются для измерения высоты деталей, установленных на поверочной плите, и для выполнения точной пространственной разметки. В комплект штангенрейсмаса входят две ножки для измерения высотных размеров и две ножки для выполнения разметочных работ. Инструментальная промышленность выпускает штангенрейсмасы с пределами измерения 0-250 и 40-400 мм с точностью отсчета по нониусу 0,05 мм, а также с пределом измерения 60-630, 100-1000, 600-1600 и 1500-2500 мм с точностью отсчета 0,1 мм
Вылет ножек штангенрейсмасов соответственно длине штанги 50, 80, 125 и 160 мм Допускаемая погрешность отсчета штангенрейсмасов со штангой длиной до 400 мм ± 0,05 мм.
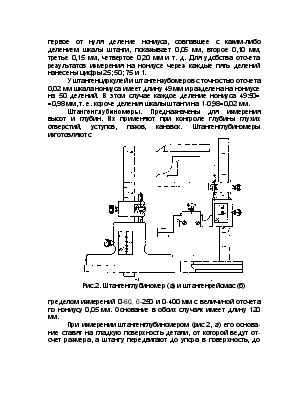
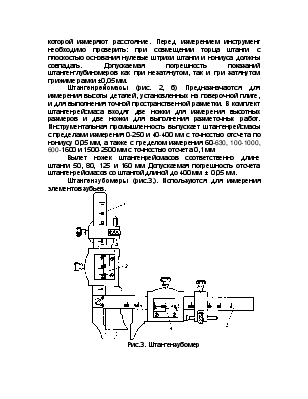
Штангензубомеры (рис.3.). Используются для измерения элементов зубьев.
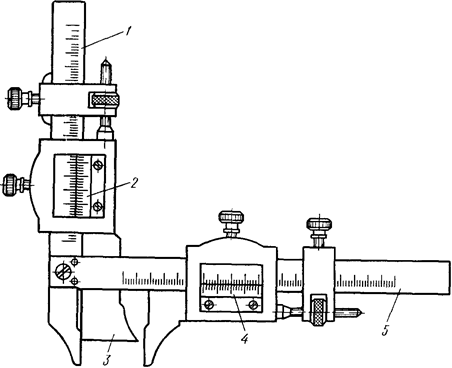
Рис.3. Штангензубомер
Зубомер имеет две взаимно перпендикулярные шкалы: шкалу 1 для установки высоты и шкалу 5 для измерения длины хорды зуба. Перед измерением упор 3 устанавливают по нониусу 2 на размер, равный высоте, на которой предполагается измерять длину хорды зуба, и закрепляют в этом положении. Измерительные губки раздвигают и после установки штангензубомера упором на окружность выступов колеса сдвигают до соприкосновения с профилями зуба.
Длину измеренной хорды отсчитывают непосредственно по нониусу 4. Определение номинальной толщины зуба и высоты до постоянной хорды производят по заранее составленным таблицам этих величин или расчетом по формулам, помещенным в справочниках для машиностроителей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.