






































Лист регистрации изменений
|
№ изменения |
Дата введения изменения |
Изменение в разделе №, пункте № |
Ф.И.О. держателя учтенного экземпляра, подпись, дата |
|
1 |
2 |
3 |
4 |
Содержание
1 Основные положения. 3
2 Основные требования к металлу, поступающему на электролитическое лужение. 3
3 Требования к выпускаемой продукции. 4
4 Обработка металла на агрегате подготовки полосы (АП) 4
4.1 Краткая техническая характеристика АП.. 4
4.2 Описание технологических операций. 5
4.3 Контроль качества обработки полосы на АП и учет металла. 7
5 Обработка металла на агрегате электролитического лужения (АЭЛ) 9
5.1 Краткая техническая характеристика АЭЛ.. 9
5.2 Входная секция. 9
5.3 Подготовка поверхности полосы.. 10
5.4 Электролитическое лужение. 12
5.5 Флюсование. 15
5.6 Маркировка жести с дифференцированным покрытием.. 16
5.7 Оплавление покрытия. 16
5.8 Пассивация оловянного слоя. 16
5.9 Промасливание жести. 18
5.10 Смотка луженой жести в рулоны.. 19
5.11 Проведение испытаний белой жести. 19
5.12 Определение массы оловянного покрытия на рентгеновском анализаторе БАРС-3. 20
5.13 Регенерация электролита лужения в вакуум-выпарной установке (ВВУ) 22
6 Отделение приготовления растворов (ОПР) 23
7 Мастерская отливки анодов (анодная мастерская) 25
8 Образование, сбор и упаковка оловосодержащих отходов. Отбор проб. 28
9 Контроль технологии. 29
10 Метрологическое обеспечение технологических процессов. 30
11 Контроль качества продукции. 30
12 Управление несоответствующей продукцией. 30
13 Техника безопасности и природоохранные мероприятия. 30
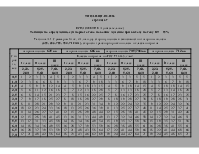
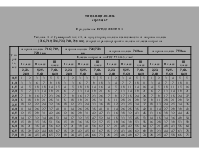
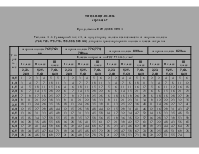
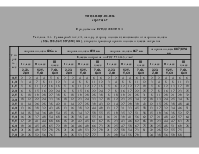
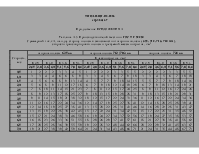
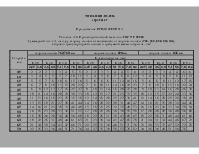
ПРИЛОЖЕНИЕ А Таблицы по определению суммарного тока на ванны лужения при выходе по току ВТ = 95%.. 33
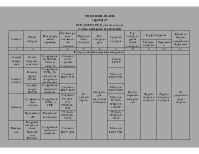
ПРИЛОЖЕНИ Б Схема контроля технологии. 39
ПРИЛОЖЕНИЕ В Метрологическое обеспечение технологического процесса. 45
ПРИЛОЖЕНИЕ Г Схема контроля качества продукции. 50
ПРИЛОЖЕНИЕ Д Перечень используемого технологического оборудования. 51
1 Основные положения
1.1 Данная инструкция предназначена для руководства при производстве электролитически луженой жести на Агрегате электролитического лужения Цеха покрытий (АЭЛ ЦП).
1.2 Задачи инструкции:
- обеспечить устойчивую технологию лужения жести;
- обеспечить высокую производительность АЭЛ с минимальным расходом материалов и энергоресурсов;
обеспечить безопасные условия труда на АЭЛ.
1.3 Ответственность за выполнение инструкции несут:
- старший мастер Отделения электролитического лужения (ОЭЛ);
- сменные мастера;
- сменный технологический персонал.
1.4 Контроль соблюдения инструкции возлагается на:
- зам. начальника цеха;
- начальника участка Отдела контроля качества и приемки продукции (ОКП);
- специалистов Центральной лаборатории контроля (ЦЛК), Технического отдела (ТО).
1.5 Инструкция составлена на основании технических паспортов Агрегата подготовки полосы (АП), АЭЛ, требований ГОСТ 13345-85 «Жесть. Технические условия», ГОСТ Р 52204-2004 «Жесть холоднокатаная. Черная и белая», результатов Научно-исследовательских работ (НИР), проведенных ЦЛК.
2 Основные требования к металлу, поступающему на электролитическое лужение
2.1 Для производства белой жести электролитического лужения применяется холоднокатаная жесть в рулонах по ГОСТ 13345 (или по ГОСТ Р 52204 в зависимости от требований заказа). Химический состав стали в зависимости от вида применяемого отжига должен соответствовать требованиям СТП ММК 97-2001 «Жесть черная (подкат) в рулонах».
2.2 Качество поверхности полосы, шероховатость Ra, предельные отклонения по толщине и линейным размерам, механические свойства жести, поступающей на лужение, должны соответствовать требованиям ГОСТ 13345.
При производстве белой жести по ГОСТ Р 52204 качество поверхности полосы, шероховатость Ra, предельные отклонения по толщине и линейным размерам, механические свойства жести, поступающей на лужение, должны соответствовать требованиям ГОСТ Р 52204.
2.3 Из ЛПЦ-3 жесть отгружается партиями. Партией считается жесть одной толщины, ширины и степени твердости. Масса партии должна быть не менее 65 т.
При отгрузке жести по ГОСТ Р 52204 партией считается жесть одной толщины, ширины, способа прокатки, способа отжига, степени твердости (класса прочности), качества отделки поверхности. Масса партии должна быть не менее 65 т.
2.4 Правила приемки рулонов жести из ЛПЦ-3, транспортирование, возврат в ЛПЦ-3 приведены в СТП ММК 97-2001.
При приемке жести по ГОСТ Р 52204 из ЛПЦ-3 в паспорте передачи и на ярлыках дополнительно указывают способ прокатки, способ отжига, класс прочности (для жести двукратной прокатки), группу качества отделки поверхности.
3 Требования к выпускаемой продукции
3.1 Характеристики рулонов белой жести электролитического лужения должны соответствовать стандартам ГОСТ 13345, ГОСТ Р 52204 и другой нормативной документации в соответствии с условиями заказа.
3.2 Размеры и вес рулонов:
- внутренний диаметр рулонов – 500 мм;
- наружный диаметр рулонов – не более 2000 мм;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.