2. Вертикально-фрезерный станок модели 6 М 13 П.
Поверхность стола - 400 х 1600 мм. Мощность двигателя Nм = 10 кВт, h= 0,75.
Частота вращения шпинделя, об/мин:
125;160;200;315;400;500;630;800;1000;1250.
Подачи стола - продольные и поперечные, мм/мин:
50;80;100;125;160;200;315;400;500; 630; 800; 1000.
Подачи стола - вертикальные, мм/мин:
8; 10,5; 16,6; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,3; 105; 133,3; 160,6; 210; 400.
3. Круглотлифовалъный станок модели ЗА 151.
Наибольший диаметр и дли на шлифуемой поверхности 300 х 700 мм.
Мощность двигателя шлифовальной бабки nm = 7 кВт, t| = 0,8.
Частота вращения обрабатываемой заготовки, об/мин: 63... 400 (регулируется бесступенчато).
Частота вращения шлифовального круга, об/мин: 1112; 1272.
Скорости продольного хода стола - 0,1... 6 м/мин (регулируется бесступенчато).
Периодическая поперечная подача шлифовального круга, мм/ход стола:
0,005; 0,0075; 0,01; 0,0125; 0,015; 0,02; 0,025; 0,03; 0,035; 0,04; 0,045; 0,05.
Непрерывная подача для врезного шлифования: 0,1... 2 мм/мин (0,0005... 0,01 мм/об) .
Размеры шлифовального круга Дк = 600 мм, Вк = 10 мм.
Технологическая оснастка.
Станочные приспособления - дополнительные устройства к металлорежущим станкам, применяемые для установки и закрепления деталей. Выбор станочных приспособлений зависит от формы, габаритных размеров и технических требований, предъявляемых к обрабатываемой детали, а также от типа производства. По типу станков приспособления подразделяются на токарные, сверлильные, фрезерные и т.п.
В качестве токарного приспособления - патрон трехкулачковый самоцентрирующийся по ГОСТ 2675-80 и поджимающий центр по ГОСТ 8742-75.
Для фрезерных операций - тиски станочные винтовые самоцентрирующиеся с призматическими губками для круглых профилей по ГОСТ 21168-75.
5. Разработка маршрутной технологии
1. Токарная
2. Токарная резьбонарезная
3. Фрезерная
4. Шлифовальная
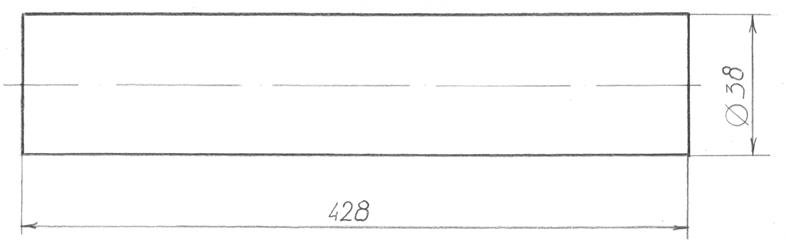
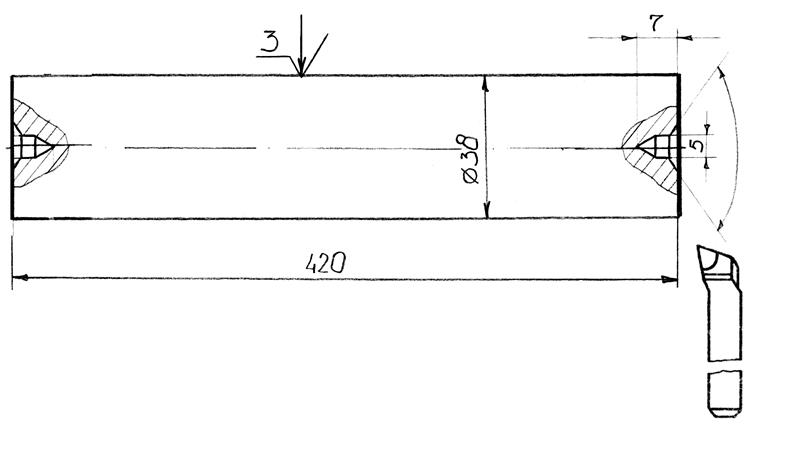
I. операция – Токарная (подрезная)
Оборудование: токарно-винторезный станок 16 К 20.
Способ крепления заготовки: трехкулачковый самоцентрирующийся патрон по ГОСТ 2675-80.
Металлорежущий инструмент:
1 - резец токарный, подрезной правый отогнутый по ГОСТ 18880-73.
2 - сверло центровочное комбинированное типа А по ГОСТ 14952-75.
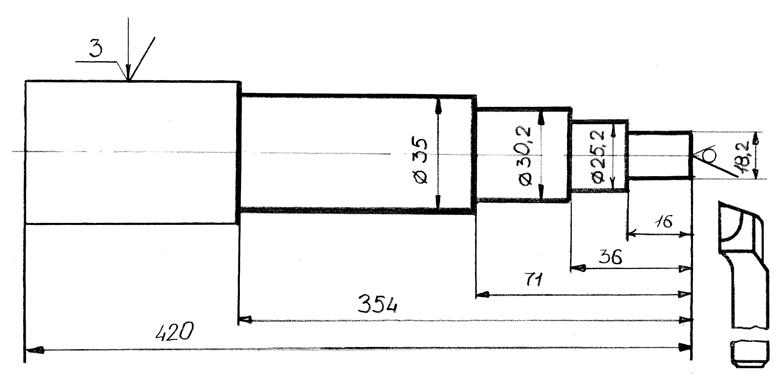
II. операция – Токарная (черновая)
Оборудование: токарно-винторезный станок 16 К 20.
Способ крепления заготовки: трехкулачковый самоцентрирующийся патрон по ГОСТ 2675-80; задний поджимающий центр по ГОСТ 8742-75.
Металлорежущий инструмент:
1 - резец токарный проходной упорный отогнутый правый с углом в плане 90° по ГОСТ 18879-73.
Измерительный инструмент: штангенциркуль ШЦ-005-П-200 по ГОСТ 166-80.
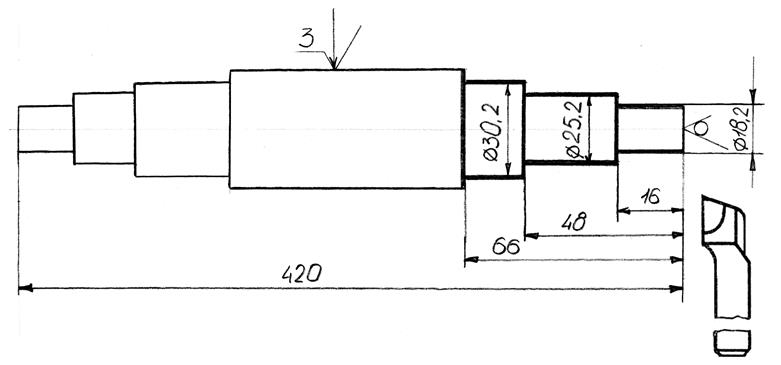
III. операция – Токарная (черновая)
Оборудование: токарно-винторезный станок 16 К 20.
Способ крепления заготовки: трехкулачковый самоцентрирующийся патрон по ГОСТ 2675-80; задний поджимающий центр по ГОСТ 8742-75.
Металлорежущий инструмент:
1 - резец токарный проходной упорный отогнутый правый с углом в плане 90° по ГОСТ 18879-73.
Измерительный инструмент: штангенциркуль ШЦ-005-П-200 по ГОСТ 166-80.
IV. операция – Токарная (чистовая)
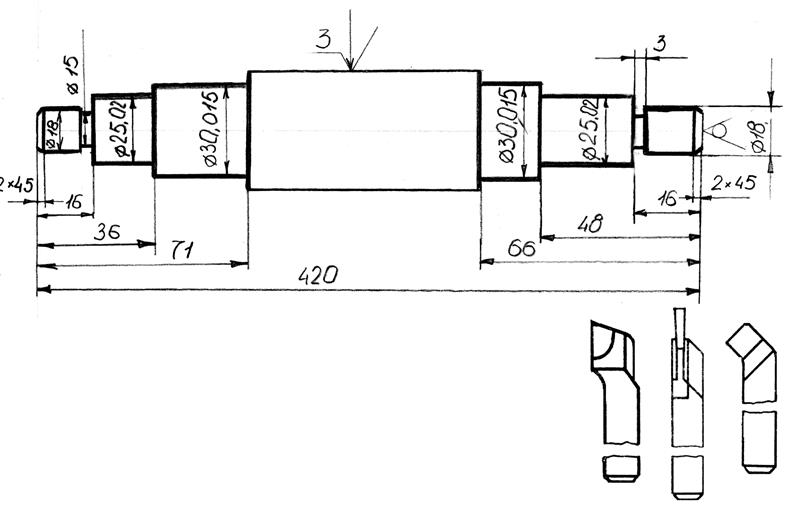
Оборудование: токарно-винторезный станок 16 К 20.
Способ крепления заготовки: трехкулачковый самоцентрирующийся патрон по ГОСТ 2675-80; задний поджимающий центр по ГОСТ 2742-75.
Металлорежущий инструмент:
1 - резец токарный проходной упорный отогнутый правый с углом в плане 90° по ГОСТ 18879-73.
2 - резец токарный проходной отогнутый правый по ГОСТ 18868-73.
3 - резец токарный отрезной ГОСТ 18884-73
Измерительный инструмент: штангенциркуль ШЦ-005- 11-200 по ГОСТ 166-80.
V. операция – Токарная резьбонарезная
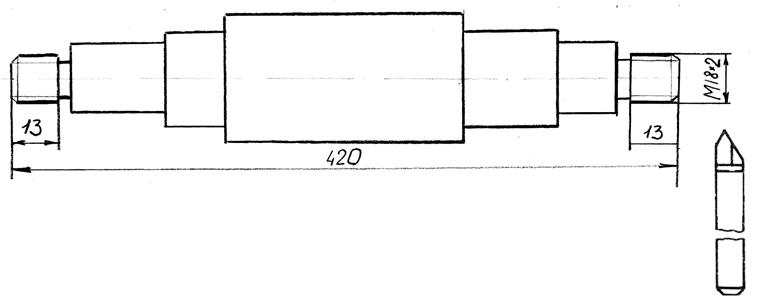
Оборудование: токарно-винторезный станок 16 К 20.
Способ крепления заготовки: трехкулачковый самоцентрирующийся патрон по ГОСТ 2675-80; задний поджимающий центр по ГОСТ 2742-75.
Металлорежущий инструмент:
резец токарный резьбовой с пластинками из твердого сплава по ГОСТ 18885-73.
VI. операция – Фрезерная
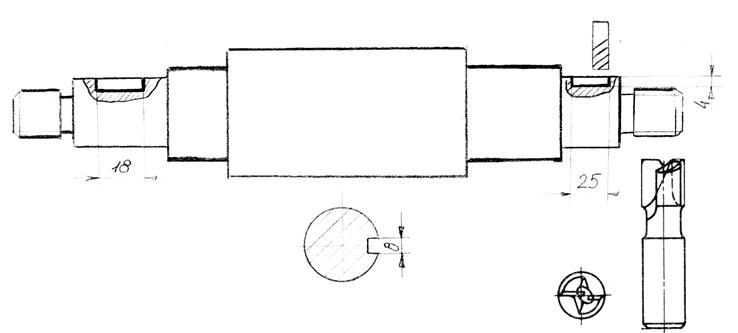
Оборудование: вертикально-фрезерный станок 6 Н 13 П.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.