Расчет высоты аппарата через число теоретических ступеней (тарелок). Под теоретической ступенью контакта фаз понимают одновременное изменение концентраций распределяемого вещества в обеих фазах до равновесных. Метод определения высоты аппарата через число теоретических ступеней, как указывалось ранее, характерен для колонных аппаратов, у которых контакт фаз происходит ступенчато на контактных устройствах (тарелках), расположенных по их высоте (рис. 31.1).
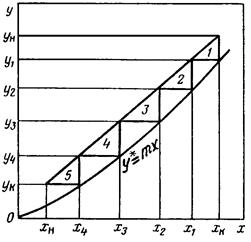
Гипотетически отдающая фаза Фу с концентрацией распределяемого компонента ун приходит в равновесие на тарелке 1 с фазой Фх, покидающей эту тарелку с концентрацией хк. При этом концентрация в фазе Фу падает до у1. На тарелке 2 концентрация распределяемого компонента падает до у2 соответственно равновесной концентрации в фазе Фх – х1 и т.д. С последней тарелки (по ходу фазы Фу) фаза Фу уходит с концентрацией ук, а фаза Фх – с равновесной концентрацией, соответствующей данной тарелке.
Таким образом, на тарелке 1 за счет падения концентрации распределяемого компонента в фазе Фу от ун до у1 повышается его концентрация в фазе Фх от х1 до хк; на тарелке 2 концентрации соответственно изменяются от у1 до у2, от х2 до х1 и т.д. Число теоретических тарелок, необходимое для осуществления заданного массообмена, можно определить непосредственно графическим построением в пределах заданных концентраций или найти аналитически, путем совместного решения уравнений рабочей линии и линии равновесия.
Аналитический способ определения числа теоретических тарелок применим лишь для линейной равновесной зависимости и на практике редко используется. Графическое определение числа теоретических тарелок дает наиболее наглядное представление о процессе.
Для графического определения числа теоретических ступеней Nт на диаграмму состава х–у наносят рабочую и равновесную линии (рис. 31.2). Затем в пределах концентраций хн – хк вписывают между ними ломаную линию. Число точек пересечения ломаной линии с равновесной дает число теоретических ступеней.
|
Рисунок 31.2 – К определению числа теоретических ступеней графическим способом |
В реальных массообменных аппаратах, вследствие кратковременного взаимодействия фаз и недостаточной поверхности фазового контакта, на каждой тарелке равновесие не достигается, поэтому число действительных тарелок Nд больше числа теоретических (Nд >Nт). Отношение Nд/Nт = h выражает средний коэффициент полезного действия реальных тарелок, при этом h < 1.
Рабочую высоту аппарата Н рассчитывают через число действительных тарелок Nд и расстояние между ними hт:
 . (31.11)
. (31.11)
Величина h определяется опытным путем непосредственно для каждого контактного устройства. Выбор hт зависит от вида массообменного процесса, конструкции аппарата, физических свойств и гидродинамического режима системы, так как с увеличением скорости газа (пара) резко увеличивается брызгоунос с нижележащих тарелок на вышележащие (при противоточном движении фаз). Межтарельчатый унос жидкости в свою очередь приводит к снижению движущей силы массопередачи и увеличивает нагрузку на сливные устройства. Поэтому выбор расстояния между тарелками определяется в основном допустимой величиной брызгоуноса е, которая по практическим данным не должна превышать 0,1 кг жидкости на 1 кг газа (пара).
Число теоретических тарелок Nт может быть также использовано для расчета высоты аппарата с непрерывным изменением состава фаз, если опытным путем или с помощью эмпирических зависимостей определить высоту аппарата, эквивалентную одной теоретической ступени (тарелки), hэкв или ВЭТТ:
![]() . (31.12)
. (31.12)
Отличие условий, в которых протекают реальные массообменные процессы, от условий принятых для теоретических ступеней изменения концентраций, учитывается, как уже указывалось, путем введения коэффициента эффективности или коэффициента полезного действия (h). При этом различают локальный или точечный КПД (ηл), КПД ступени или тарелки (hт) и КПД аппарата (ηк).
Локальный КПД. определяют как отношение реального изменения количества распределяемого компонента в фазе в данной точке ступени (тарелки) к максимально возможному, достигаемому при наступлении равновесия и при полном разделении фаз:
 ;
;  , (31.13)
, (31.13)
где xin и yin – концентрации распределяемого компонента в фазах в рассматриваемой точке; (n – 1) и (n + 1) – индексы, соответствующие нижележащей и вышележащей ступеням.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.