![]() ТЕМА 3
ТЕМА 3
ЗАКЛЕПОЧНІ, ЗВАРНІ ТА КЛЕЙОВІ З’ЄДНАННЯ
![]()
Вивчивши цю тему, студент повинен знати:
основні поняття та означення;
способи з’єднань заклепками;
види зварних з’єднань;
порівняльну характеристику різних типів з’єднань;
переваги та недоліки клейових та інших нероз’ємних з’єднань.
На основі набутих знань, студент повинен вміти:
класифікувати способи нероз’ємних з’єднань;
давати характеристику кожному виду з’єднань;
розрізняти види нероз’ємних з’єднань;
правильно обирати необхідні способи з’єднань.
План
(логіка викладення і засвоєння матеріалу)
Ключові терміни та поняття
- заклепка - ультразвукове зварювання
- заклепочний шов - клеї
- зварювання - паяння
- електродугове зварювання - флюс
- контактне зварювання - запресування
- газове зварювання - заформування
Рекомендована література:
Заклепувальні з’єднання
Заклепувальні з'єднання залишаються ще розповсюдженим видом нероз'ємного з'єднання при виготовленні металевих конструкцій з легких сплавів (дюралюмінію).
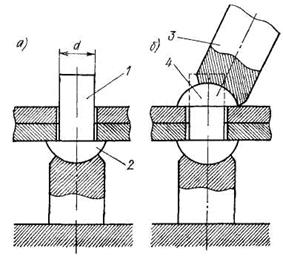
Заклепка (рис. 3.1, а) - циліндричний стрижень 1 круглого поперечного перетину, на кінці якого мається закладна голівка 2. У процесі клепання виступаюча частина циліндричного стрижня перетворюється обтиском 3 у замикаючу голівку 4 (рис. 3.1, б)
Основні типи заклепок показані на рис. 3.2 Вони розрізняються за формою голівок. Найбільш поширені заклепки з напівкруглою голівкою (рис. 3.2, а). У тих випадках, коли голівки, що виступають з деталей, неприпустимі, застосовують заклепки з потайними голівками (рис. 3.2, б). Крім цих заклепок у літакобудуванні і деяких інших галузях промисловості застосовують спеціальні типи заклепок, наприклад пістони (рис. 3.2, в)
 Як
матеріал для заклепок використовують маловуглецеву сталь (марок Ст2, Ст3),
мідь, алюміній і ін. у залежності від призначення шва і матеріалу деталей, що
склепуються.
Як
матеріал для заклепок використовують маловуглецеву сталь (марок Ст2, Ст3),
мідь, алюміній і ін. у залежності від призначення шва і матеріалу деталей, що
склепуються.
Рис. 3.1 Процес заклепування
Місце з'єднання листів (або інших деталей) за допомогою заклепок називається заклепувальним швом.
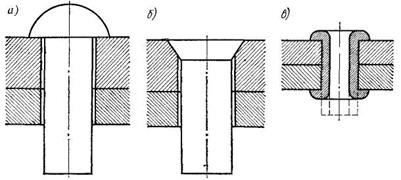
Рис. 3.2 Основні типи заклепок
За призначенням розрізняють заклепувальні шви:
§ міцні, від яких потрібно тільки міцність (балки, ферми й інші інженерні споруди);
§ щільні, котрі крім міцності повинні забезпечувати герметичність конструкції (резервуари, парові котли, цистерни).
Для досягнення повної герметичності роблять підчеканювання шва: ударами по спеціальному інструменту - чекану – осаджують частину кромки листа, що склепується, для щільного притиску одного листа до іншого.
По взаємному розташуванню листів розрізняють заклепувальні шви внапуск і встик з однією або двома накладками. У залежності від розташування заклепок шви поділяються на однорядні і багаторядні. Заклепки можуть розташовуватися в шаховому порядку або паралельними рядами.
Причинами руйнування заклепувального з'єднання можуть бути: зріз заклепок, зминання аркушів і заклепок, розривши листа в перетині, ослабленому отворами, руйнування крайки листа біля отвору під заклепку.
При розрахунку приймаються допущення про рівномірність розподілу навантаження між заклепками, про відсутність концентрації напружень біля отворів і про рівномірність розподілу тисків по бічній поверхні заклепки.
Заклепувальне з'єднання, навантажене силою Р, розраховують:
а) на зріз заклепок
 ,
,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.