|
Iнтер-вал |
<3 |
3-6 |
6-10 |
10-18 |
18-30 |
30-50 |
50-80 |
80-120 |
|
І |
0.55 |
0.73 |
0.90 |
1.08 |
1.31 |
1.56 |
1.86 |
2.51 |
Із формули ТА0 = =а1*і1+а2*і2+…ам-1*ім-1;
=а1*і1+а2*і2+…ам-1*ім-1;
Але а1=а2=…=ам-1=аср, тоді
ТА0 =аср* ; аср=
ТАD/.
; аср=
ТАD/.
По значенню асер вибирають найближчий квалітет. За відомим квалітетом вибирають допуски розмірів, ураховуючи конструктивно-експлуатаційні вимоги:
- для охоплюючих - як для основного отвору,
- для охоплюваних - для основного вала.
Знаючи допуски складових ланок, визначають Es і Ei для АD
ES(A0)= ;
;
EI(A0)= .
.
Приклад. Визначити допуски й граничні відхилення розмірів, якщо вихідний розмір А0= 0,2 +0,25 мм
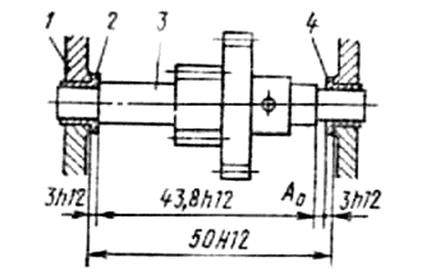
Розв’язок . Значення і допуск вихідного розміру визначений при проектуванні:
- зазор А0 необхідний для вільного обертання;
- повинен запобігати переміщенню;
- не допустити теплового заклинювання.
Спосіб рівних допусків:
Еs(А0) =250; Еі(А0)=0, число складових ланок : n=1; p=3; n+p=m-1=5-1=4
Тсер = 250/ 4=62 мкм. Призначаємо граничні відхилення складових ланок:
- для охоплюючих - як для основного отвору;
- для охоплюваних - як для основного валу.
ES(A0)= =62-(-186)=248;
=62-(-186)=248;
EI(A0)=![]() =0-0=0.
=0-0=0.
Спосіб рівних квалітетів:
1. Визначаємо одиниці допусків для розмірів
А1,3 ®і 1,3 =1,56 ; А2,4 ®і 2,4= 0,55
2. Знаходимо число одиниць допуску
аср= ТАD/ =250/2(1,56+0,55)=59,5; відповідає 10
квалітету
=250/2(1,56+0,55)=59,5; відповідає 10
квалітету
|
9 |
10 |
11 |
|
40 |
64 |
100 |
За таблицями допусків назначаємо:
ТА1,3 = 100 мкм; ТА2,4 =40 мкм.
3. Перевіряємо рівність сум допусків:
ТА0 =(100 +40)2 =280 ® допуск однієї ланки потрібно
зменшити на 30 мкм. Така ланка А3 ; ТА3 =70, що приблизно відповідає ТТ9 =62мм
4. Знаходимо граничні відхилення всіх ланок
А1 - H10; А2, А4- h10; A3 -h9; ES (A2,4) =0; EI(A2,4) =-40
ES(A1) =100; EI (A1) =0; ES (A3) =0; EI(A3) =-70;
Знаходимо граничні відхилення вихідної ланки:
ES( A0) =100- (-40 -62-40) =+242; EI(A0) =0
Лекція13
Теоретично-імовірнісний метод розрахунку
Метод мінімуму - максимуму допускає можливість сполучення найбільших збільшуючих та найменших зменшуючих і навпаки.
Будь-яке сполучення дозволяє забезпечити потрібну точність замикаючої ланки, але воно мало ймовірне, оскільки відхилення грунтуються навколо середини поля допуску і такі відхилення зустрічаються переважно.
Якщо припустити дуже малу ймовірність (0,27%) недотримання граничних значень, можна значно розширити допуски складових розмірів і тим самим знизити собівартість, на чому і заснований метод.
Вважаючи, що :
- похибки ланок підпорядковуються закону нормального розподілу;
- межі розсіювання (6d) збігаються з межами полів допусків ТАj = 6 dAj.
При цьому 0,27% виробів замикаючих ланок можуть виходити за межі допуску,оскільки
s0= ,
,
тобто сума середньоквадратичних відхилень дорівнює квадратному кореню від суми квадратів середньоквадратичних похибок складових ланок, тоді
ТА0= .
.
Ефективність застосування принципів теорії ймовірності при розрахунках допусків розмірних ланцюгів розглянемо на прикладі:
Розмірний ланцюг складається з чотирьох складальних розмірів, які мають рівні допуски ТА1=ТА2=ТА3=ТА4.
За методом мінімумів - максимумів ТА0=4*ТАсер;
За імовірнісним методом ТА0=![]() ,
,
тобто при тій самій точності складових ланцюгів точність замикаючої ланки у другому методі точніше – нам удалося, не витрачаючи додаткових коштів, збільшити точність складання, але при цьому нами заплановано 0,27% браку.
Зворотна задача
Спосіб мінімумів – максимумів. Виходячи з умови
ТА0= , маємо ТА
, маємо ТА![]() .
.
Спосіб імовірнісний. Методика аналогічна способу повної взаємозамінності за винятком:
аср= ТАD/ ® аср= ТАD/
® аср= ТАD/ .
.
Метод групової взаємозамінності
Сутність полягає у тому, що досягнення точності здійснюється шляхом сортування деталей на групи з послідовним складанням вузлів за однойменними групами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.