Калібри - без шкальні інструменти, які призначені для контролю розмірів, форми, розміщення поверхонь.
Граничні - розмір знаходиться в межах допуску;
Нормальні - точні шаблони (рівномірність зазору).
Граничними калібрами контролюються розміри не точніше від 6-го квалітету.
Найбільш часто граничними калібрами перевіряють вали й отвори. Розміри калібрів призначають за відповідними граничними розмірами валів і отворів.
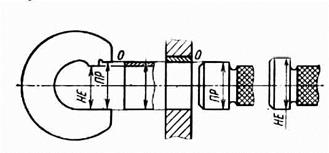 Придатні вали:
Придатні вали:
- проходять у губки (ПР);
- не проходять губки (НЕ).
Придатні отвори:
- проходять пробки (Пр);
 - не проходять пробки (НЕ).
- не проходять пробки (НЕ).
Якщо ПР не проходить - виправний брак.
Якщо НЕ проходить - невиправний брак.
Робочі калібри ПР і НЕ призначені для контролю виробів у процесі їх виготовлення. Цими калібрами користуються працівники й контролери ВТК, причому частково спрацьованими Пр та новими НЕ.
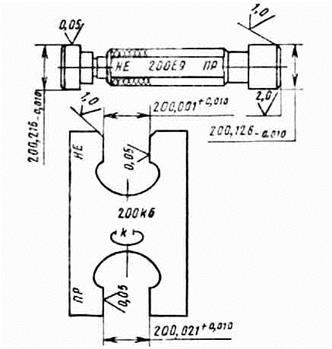 Для встановлення регульованих калібрів – скоб
на розмір і контролю нерегульованих калібрів скоб ПР застосовують контрольні
калібри К- И , які служать для вилучення із експлуатації внаслідок
спрацьовування вказаних прохідних робочих скоб.
Для встановлення регульованих калібрів – скоб
на розмір і контролю нерегульованих калібрів скоб ПР застосовують контрольні
калібри К- И , які служать для вилучення із експлуатації внаслідок
спрацьовування вказаних прохідних робочих скоб.
Зважаючи на малий допуск контрольних калібрів, вони все ж таки викривляють установлені поля допусків на виготовлення і спрацьовування робочих калібрів, тому контрольні калібри по можливості не слід використовувати (кінцеві міри або універсальні вимірювальні прилади).
Вали й отвори з допуском ІТ5 і точніше рекомендується перевіряти універсальними вимірювальними засобами, тому що калібри вносять велику похибку.
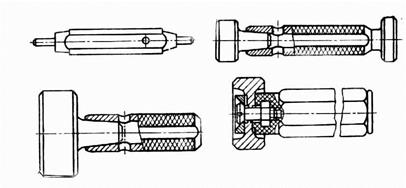
Для контролю валів використовують скоби:
- однобічні двограничні;
- регульовані.
Регульовані - дозволяють регулювати спрацьовування або використовувати одну скобу для контролю декількох розмірів. Вони мають меншу точність та жорсткість і використовують для контролю виробів квалітету 8 і грубіше.
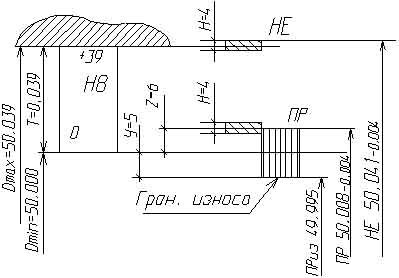
Для прохідних калібрів, які в процесі контролю спрацьовуються,крім допускуна виготовлення, передбачається допуск на спрацьовування.
Зсув полів допусків калібрів і меж спрацьовування їх прохідних сторін у середину поля допуску деталей дозволяє усунути можливість викривлення характеру посадок і гарантувати отримання розмірів придатних деталей у межах установлених полів допусків.
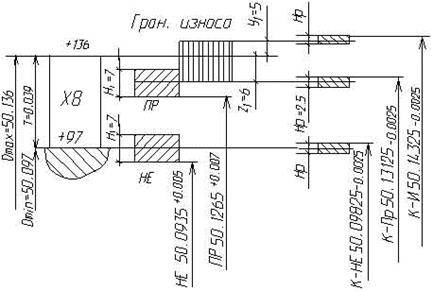
Виконавчими називають граничні розміри калібру, за якими виготовляють новий калібр.
Відхилення на кресленні проставляється в “тіло” калібру, що забезпечує максимум металу на виготовлення і більшу ймовірність одержання придатних калібрів.
Граничні калібри для глибини і висоти уступів конструктивно представляють собою ступінчасті пластини різної форми
Лекція 10
Система допусків і посадок для підшипників кочення
Підшипники кочення володіють повною зовнішньою взаємозамінністю, що дає змогу швидко замінити спрацьовані підшипники при збереженні доброї якості роботи машини.
У наслідок малих допусків зазорів тіла кочення і кільця слід підбирати селективним методом.
Класи точності підшипників
 Якість підшипників визначається:
Якість підшипників визначається:
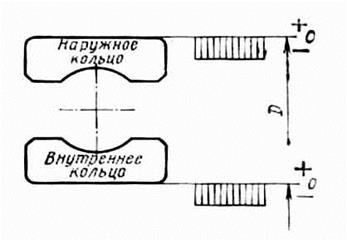
- точністю приєднувальних розмірів D, d, b;
- точністю форми і розміщення поверхонь кілець підшипників та їх шорсткістю;
- точністю форми й розмірів тіл кочення і шорсткістю;
- точністю обертання, яка характеризується радіальним і торцевим биттям доріжок кочення і торців.
У зв’язку з цим установлено 5 класів точності:
0 - у машинобудуванні при середніх навантаженнях і
швидкостях;
6 - те ж, але при підвищеній точності до обертання;
5,4 - при високій частоті обертання і точності обертання;
2 - прецизійні прилади.
Клас точності указується через тире попереду позначення підшипника, 0 - не вказується.
Допуски і посадки підшипників кочення
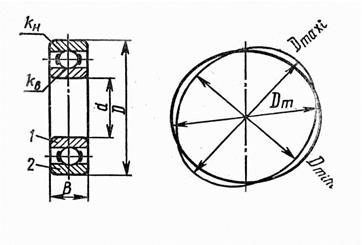
У наслідок овальності й конусності стандартом установлені розміри граничні ( min, max) d i D, а також середні dm, Dm (середнє арифметичне найбільшого та найменшого відхилення).
Приклад Æ 100, d = +5 ; dm= 0
-25 -20.
Якщо результати вимірів d max =100,003; d min = 99,998, то:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.