





1. Исходные данные:
Вариант 11
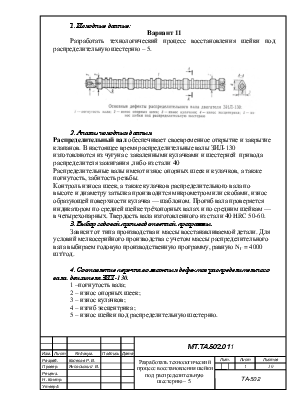
Разработать технологический процесс восстановления шейки под распределительную шестерню – 5.
2. Анализ исходных данных.
Распределительный валобеспечивает своевременное открытие и закрытие клапанов. В настоящее время распределительные валы ЗИЛ-130 изготовляются из чугуна с закаленными кулачками и шестерней привода распределителя зажигания ,либо из стали 40
Распределительные валы имеют износ опорных шеек и кулачков, а также погнутость, забитость резьбы.
Контроль износа шеек, а также кулачков распределительного вала по
высоте и диаметру затылка производится микрометром или скобами, износ образующей поверхности кулачка — шаблоном. Прогиб вала проверяется индикатором по средней шейке трёхопорных валах и по средним шейкам — в четырехопарных. Твердость вала изготовленного из стали 40 HRC 50-60.
3. Выбор годовой производственной программы.
Зависит от типа производства и массы восстанавливаемой детали. Для условий мелкосерийного производства с учетом массы распределительного вала выбираем годовую производственную программу, равную NГ = 4000 шт/год.
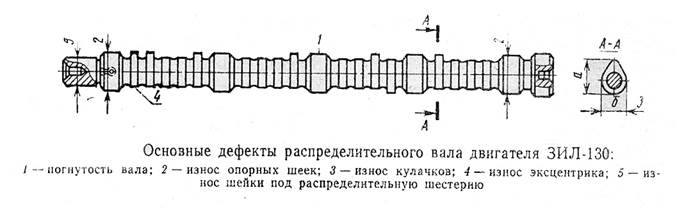
4. Составление перечня возможных дефектов распределительного вала двигателя ЗИЛ-130.
1 –погнутость вала;
2 – износ опорных шеек;
3 – износ кулачков;
4 – изгиб эксцентрика ;
5 – износ шейки под распределительную шестерню.
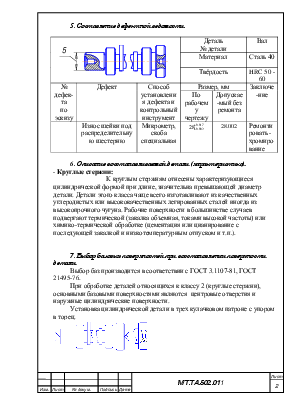
5. Составление дефектной ведомости.
|
|
Деталь № детали |
Вал |
|||
|
Материал |
Сталь 40 |
||||
|
Твёрдость |
HRC 50 - 60 |
||||
|
№ дефек-та по эскизу |
Дефект |
Способ установления дефекта и контрольный инструмент |
Размер, мм |
Заключе-ние |
|
|
По рабочему чертежу |
Допускае-мый без ремонта |
||||
|
Износ шейки под распределительную шестерню |
Микрометр, скоба специальная |
|
|
Ремонтировать - хромирование |
|
6. Описание восстанавливаемой детали (характеристика).
- Круглые стержни:
К круглым стержням отнесены характеризующиеся цилиндрической формой при длине, значительна превышающей диаметр детали. Детали этого класса чаще всего изготавливают из качественных углеродистых или высококачественных легированных сталей иногда из высокопрочного чугуна. Рабочие поверхности в большинстве случаев подвергают термической (закалка объемная, токами высокой частоты) или химико-термической обработке (цементация или цианирование с последующей закалкой и низкотемпературным отпуском и т.п.).
7. Выбор базовых поверхностей при восстановлении поверхности детали.
Выбор баз производится в соответствии с ГОСТ 3.1107-81, ГОСТ 21495-76.
При обработке деталей относящихся к классу 2 (круглые стержни), основными базовыми поверхностями являются центровые отверстия и наружные цилиндрические поверхности.
Установка цилиндрической детали в трех кулачковом патроне с упором в торец.
При восстановлении детали в качестве базовых поверхностей используются поверхности, которые являлись базовыми при изготовлении данной детали, но для их повторного использования необходимо назначить операции механической обработки, направленные на восстановление их геометрий.
8. Составление маршрута восстановления шейки под распределительную шестерню.
- Термообработка;
- Прессовая – правка распределительного вала;
- Сверлильная – правка центровых отверстий распределительного вала;
- Круглошлифовальная – шлифование поверхности – исправление геометрической формы шейки под распределительную шестерню;
- Хромирование;
- Термообработка – закалка, отпуск;
- Круглошлифовальная – шлифование шейки под распределительную шестерню до номинального размера.
9. Выбор рационального способа восстановления детали.
Зависит от конструктивно-технологических особенностей и условий работы детали, величины их износа, эксплуатационных свойств самих
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.