Минимально необходимый припуск на подре зку торца определяется по формуле:
Zmin =Ti-1+Rzi-1+ ,
,
где i-1 –отрезка прутка на предыдущей операции.
Rzi-1 = 40мкм
Ti-1 = 50мкм
ri-1=85мкм
ei=0
Zmin = 50+40+ =175мкм
=175мкм
Для определения припусков на линейный размер 32-0.25 составляем размерную цепь (рис. 1.6):
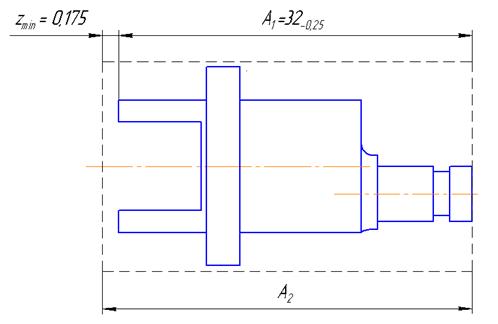
Рис. 1.6 Размерная цепь получения линейного размера 32мм.
A2 min = A1 min + zmin
A2 max = A2 min + Td2,
где А2 min, A2max – соответственно min и max размер заготовки, мм;
A1min – min размер детали, мм;
zmin – минимальный припуск на обработку, мм;
Td2 – допуск на размер заготовки, мм (по 14кв.).
A2 min = 31,75 +0,175 =31,945 мм
A2 max = 31,945+0.620 =32,565 мм,
1.8. Выбор режущего инструмента.
Выбор режущего инструмента, его конструкции и размеров определяется видом технологической операции, размерами обрабатываемой поверхности, свойствами обрабатываемого материала, требуемой точностью обработки и величиной шероховатости поверхности. Основную массу режущих инструментов составляют конструкции нормализованного и стандартизованного инструмента, для подбора которого существуют многочисленные справочники и каталоги. В крупносерийном производстве могут применяться специальные и комбинированные режущие инструменты, проектируемые в индивидуальном порядке.
Режущий инструмент для каждого перехода
Таблица 1.7
|
№ оп. |
Название перехода |
Инструмент |
|
005 |
Черновое точение поверхностей Б.Г |
Резец токарный проходной упорный Т15К6 ГОСТ 18879-73 |
|
Чистовое точение поверхности Б |
||
|
Подрезка торца |
Резец токарный проходной отогнутый Т15К6 ГОСТ 18868-73 |
|
|
Отрезка |
Резец токарный отрезной Т15К6 ГОСТ 18884-73 |
|
|
010 |
Черновое точение поверхности А |
Резец токарный проходной упорный Т15К6 ГОСТ 18879-73 |
|
Чистовое точение поверхности А |
||
|
Подрезка торца |
Резец токарный проходной отогнутый Т15К6 ГОСТ 18868-73 |
|
|
Сверление |
Сверло спиральное твердосплавное ГОСТ 22735-77. |
|
|
Черновое растачивание отверстия |
Расточной упорный резец с пластинами из твердого сплава ГОСТ 9795-73 |
|
|
Чистовое растачивание отверстия |
Расточной упорный резец с пластинами из твердого сплава ГОСТ 9795-73 |
|
|
015 |
Черновое точение эксцентрика |
Резец токарный проходной упорный Т15К6 ГОСТ 18879-73 |
|
Чистовое точение эксцентрика |
||
|
Подрезка торца |
Резец токарный проходной отогнутый Т15К6 ГОСТ 18868-73 |
|
|
Формирование проточки |
Резец токарный отрезной из быстрорежущей стали ГОСТ 18874-73 |
|
|
025 |
Шлифование поверхности Б |
ЭБ 25А 40 СМ2 6 К5/ ПВДК 250х13х32 А2 кл. 35 м/с |
|
030 |
Шлифование поверхности А |
ЭБ 25А 40 СМ2 6 К5/ ПВДК 250х8х32 А2 кл. 35 м/с |
|
035 |
Тонкое растачивание |
Расточной упорный резец с пластинами из твердого сплава ГОСТ 9795-73 |
|
040 |
Электроэрозионное вырезание |
Проволока медная ГОСТ 434-78, диаметр 0.3 |
|
045 |
Шлифование поверхности эксцентрика |
ЭБ 25А 40 СМ2 6 К5/ ПВДК 250х10х32 А2 кл. 35 м/с |
Расшифровка обозначения абразивного круга ЭБ 25А 40 СМ2 6 К5/ ПВДК 250х10х32 А2 кл. 35 м/с:
Абразивный материал электрокорунд белый ЭБ;
Абразивный инструмент на керамической связке: 25А;
Зернистость 40;
Твердость среднемягкая СМ2;
Структура 6;
Связка керамическая К5;
Форма с двусторонней конической выточкой ПВДК;
Класс точности АА или А;
Класс неуравновешенности 2 или 1;
Скорость резания 35 м/с.;
Наружный диаметр D=250 мм;
Ширина 10 мм, внутренний диаметр 32 мм.
1.9 Выбор оборудования, станочных приспособлений и мерительного инструмента.
005 Токарно-револьверная:
Выберем токарно-револьверный одношпиндельный прутковый автомат: 1Е116П (рис. 1.7)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.