


























показатель степени (n = 1,0 для роликовых подшипников); d и D – соответственно внутренний и наружный диаметр подшипника; К1 и К2 – коэффициенты податливости;
 ,
,
 ;
;
d¢rАz = 4,4×10-10×1987,28 = 0,87×10-6 м,
d¢rВz = 6,6×10-10×8054,7 = 5,3 ×10-6 м;
К2 = 0,2×10-11 м3/Н,
 ,
,
 ;
;
Упругие смещения:
drАz = 0,87×10-6 + 1,29×10-6 = 2,16×10-6 м,
drВz = 5,3×10-6 + 7,89×10-6 = 13,19×10-6 м;
Жесткость:
 ,
,
 .
.
Прогиб dАВ конца шпинделя определяется по формуле:
 .
.
Уравнение прогиба конца шпинделя записывается в виде:
drz = dРz - dQz + dMz – dmz – dAB,
drz = 1,83×10-5 - 0,51×10-5 + 3,22×10-5 – 1,72×10-5 – 1,7×10-5 = 1,12×10-5 м.
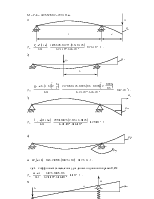
Расчет прогиба в плоскости YOX
 |
|
 Мy = Py×h = 1495,528×0,2 =299,1 Н×м.
Мy = Py×h = 1495,528×0,2 =299,1 Н×м.
1)
 .
.
 2)
2)
 .
.
3)

 4)
4)
 ,
,
где k – коэффициент защемления (для данных подшипников равен 0,45);
 .
.
 5)
5)
а) определение реакций опор:
SМА = 0, – Рy×(a + l)– Qy×(l - b) + By × l – Мy = 0, By = 4225.96 H;
SFz = 0, Ay + Qy – By + Py = 0, Ay = 559,6 Н.
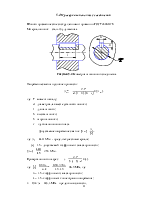
б) определение жесткости:
 ,
,
где F – радиальное усилие, действующее на опору; z – количество подшипников, несущих нагрузку; drF– упругое смещение опоры, м;
drF = d¢rF + d²rF,
где d¢rF – упругие сближения тел качения и колец подшипника; d²rF – контактные деформации на поверхности посадки колец на шпиндель и в корпус;
d¢rF = К1×Fn;
 ,
,
где n – показатель степени (n = 1,0 для роликовых подшипников); d и D – соответственно внутренний и наружный диаметр подшипника; К1 и К2 – коэффициенты податливости;
,
d¢rАy = 4,4×10-10×559,6 = 0,25×10-6 м,
d¢rВy = 6,6×10-10×4225.96 = 2,79 ×10-6 м;
К2 = 0,2×10-11 м3/Н,
 ,
,
 ;
;
Упругие смещения:
drАy = 0,25×10-6 + 0,36×10-6 = 0,61×10-6 м,
drВy = 2,79×10-6 + 4,14×10-6 = 6,93×10-6 м;
Жесткость:
 ,
,
 .
.
Прогиб dАВ конца шпинделя определяется по формуле:
 .
.
Уравнение прогиба конца шпинделя записывается в виде:
dry = dРy - dQy + dMy – dmy – dAB,
dry = 0,73×10-5 - 0,47×10-5 + 1,29×10-5 – 1×10-5 – 0,88×10-5 = -0,33×10-5 м.
Определяется суммарный прогиб конца шпинделя и жесткость:
 ,
,
 (345 Н/мкм).
(345 Н/мкм).
6.2.2 Осевая жесткость
Осевая жесткость практически полностью зависит от жесткости установленных в опорах подшипников. Поэтому данный расчет фактически сводится к определению жесткости подшипников, воспринимающих нагрузку в осевом направлении.
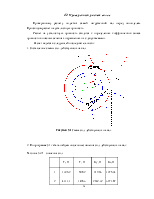
Рх = (0,3…0,5)Рz = 1495,528 Н – осевая сила;
Po = Рх =1495,528 H
S = (1,5…2)Рo = 2243,292 Н – натяг;
 .
.
По величине w по графику [1] определяется осевая жесткость jо = 3,5×108 Н/м (350 Н/мкм) и смещение в осевом направлении:
 .
.
6.3 Анализ результатов
Величина допустимой погрешности [D], которая включает в себя помимо Dr + dr также упругие деформации несущей системы станка и собственно заготовки, износ инструмента и температурные погрешности, равна 115 мкм (9 квалитет точности обработки). На долю упругих перемещений отводится не более 30% всех погрешностей технологической системы, т. е. 115×0,3 = 34,5 мкм.
Dr + dr = 7,92×10-6 + 11,67×10-6 = 19,59 мкм < [D].
Dо + dо = 5×10-6 + 4,27×10-6 = 9,27 мкм < [D].
7. Система смазывания
В практике станкостроения применяют системы смазывания индивидуального и централизованного типа. Первые обеспечивают смазку элементов и механизмов только одного узла, т.е. автономны. Во втором случае ее осуществляют от единой системы станка. Централизованная система смазывания включает: трубопровод, масло-указатель, питатель, штуцер отвода и подвода, пробку для слива жидкости.
Система смазывания – централизованная
 ,
,где Nд – мощность двигателя;
Тм = 45…50°С – разность температур на входе, выходе.
 = 0,81 л/мин.
= 0,81 л/мин.
гдеk – коэффициент запаса, k =1,4.
![]() = 1,134
л/мин.
= 1,134
л/мин.
3.
Диаметр трубопровода: всасывающего
и напорного:  ,
,
где V = 3 м/с – средняя по сечению скорость потока.
 ,
примем d = 3 мм.
,
примем d = 3 мм.
4.
Потребный объем
масла для смазки привода ![]() , где
, где
t = 4 мин = 240 с – время работы привода.
![]() .
.
8. Система управления
Существенным фактором при проектировании привода главного движения является выбор средств управления. В современном станкостроении применяют механические, электрические и гидравлические устройства.
Согласно техническому заданию, необходимо спроектировать станок с ЧПУ, поэтому более подробно рассмотрим структуру и механизмы программного управления.
Числовое программное управление является разновидностью автоматического управления и предусматривает то, что последовательность команд и величина перемещений узлов станка с ЧПУ выражается условным числовым кодом. Программа работы станка записывается на программоносители управляющей вычислительной машины. Эта программа считывается и преобразуется в электрические импульсы, которые затем используются для управления движением исполнительных органов станков.
Переключение скоростей с помощью ЧПУ наиболее просто осуществляется при использовании для этой цели электромагнитных муфт, электромеханических и гидравлических механизмов. Связь между органами управления и управляющей программы осуществляется электрическими цепями.
В данной курсовой работ в качестве механизма управления будем
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.