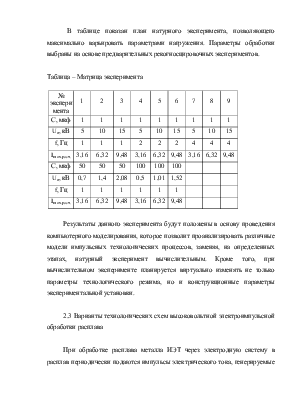
таблице показан план натурного эксперимента, позволяющего максимально варьировать параметрами нагружения. Параметры обработки выбраны на основе предварительных рекогносцировочных экспериментов.
|
№ эксперимента |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
С, мкф |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Uo, кВ |
5 |
10 |
15 |
5 |
10 |
15 |
5 |
10 |
15 |
|
f, Гц |
1 |
1 |
1 |
2 |
2 |
2 |
4 |
4 |
4 |
|
Imax.расч. |
3,16 |
6,32 |
9,48 |
3,16 |
6,32 |
9,48 |
3,16 |
6,32 |
9,48 |
|
С, мкф |
50 |
50 |
50 |
100 |
100 |
100 |
|||
|
Uo, кВ |
0,7 |
1,4 |
2,08 |
0,5 |
1,01 |
1,52 |
|||
|
f, Гц |
1 |
1 |
1 |
1 |
1 |
1 |
|||
|
Imax.расч. |
3,16 |
6,32 |
9,48 |
3,16 |
6,32 |
9,48 |
Результаты данного эксперимента будут положены в основу проведения компьютерного моделирования, которое позволит проанализировать различные модели импульсных технологических процессов, заменяя, на определенных этапах, натурный эксперимент вычислительным. Кроме того, при вычислительном эксперименте планируется виртуально изменять не только параметры технологического режима, но и конструкционные параметры экспериментальной установки.
2.3 Варианты технологических схем высоковольтной электроимпульсной обработки расплава
При обработке расплава металла ИЭТ через электродную систему в расплав периодически подаются импульсы электрического тока, генерируемые с помощью генератора импульсных токов. Рассмотрим технологические возможности встраивания высоковольтной электроимпульсной обработки в промышленную схему получения отливок. Здесь необходимо было оценить три области возможного применения обработки ИЭТ: в плавильной печи, в промежуточной емкости, непосредственно в форме.
Проведение обработки в печи ИЭТ на данном этапе неосуществимо, так как это связано со сложностью подведения электродной системы и выполнением норм техники безопасности.
Обработка расплава ИЭТ в форме – на данном этапе технически трудно реализуема, так как трудно рассчитать и определить распределение импульсного электрического тока, напряженности электрического поля, джоулева нагрева и других факторов в отливке сложной конфигурации. Проблемно также оценить уровень воздействия обработки ИЭТ на различные ее части, к тому же подход при расчете и обработке каждой такой отливки будет индивидуальным. Также необходимо отметить, что при литье в песчано-глинистые формы при обработке ИЭТ возможно разрушение стенок формы в результате возникновения различных импульсных процессов и сил. Литье в землю будет требовать повышенных мер безопасности по нормам охраны труда и правил эксплуатации электроустановок потребителей.
Обработка отливок в кокиле через прибыльную часть – наиболее вероятная схема обработки расплава ИЭТ в форме. Но ее последующая реализация возможна только для среднего и крупного литья. Для мелкого литья потребуется, по нашему мнению, увеличение габаритов литниковой системы (или прибыли), что приведет к увеличению отходов производства. Но в дальнейшем не исключено создание технологического узла с учетом максимально простого встраивания в технологический цикл для обработки отливок или целых партий мелкого литья.
Наиболее приемлемая, с технологической точки зрения, является схема обработки ИЭТ, предусматривающая ввод электрода через зеркало расплава
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.