

Лабораторная работа 7
Целью лабораторной работы является ознакомление студентов с работой наиболее распространенного гидравлического станка СМЖ-133А для резки арматурной стали диаметром до 40 мм, определение его основных параметров и влияние угла заточки ножа на силу сопротивления резания и на качество плоскости реза прутка, а также расчет производительности.
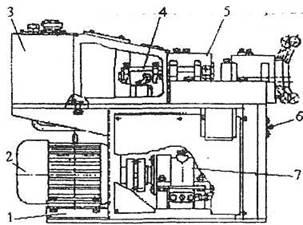 Рис. 1. Общий вид станка
Рис. 1. Общий вид станка
Гидравлический станок предназначен для резки арматурной стали в арматурных цехах заводов сборного железобетона и на строительных площадках под навесом.
Станок СМЖ-133А показан на рис. 1.
Он состоит из рамы 1, электродвигателя 2, гидробака"3, механизма регулировки хода ножа 4, механизма реза 5, блока электроаппаратуры 6 и гидронасоса 7.
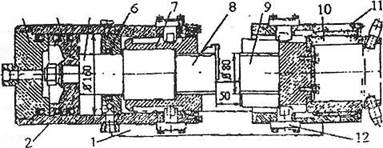
Механизм реза показан на рис. 2. Механизм состоит из корпуса 1, соединенного с гидроцилиндром 2 двухстороннего действия с передней крышкой 3, поршнем 4, штоком 5 и задней крышкой 6. Односторонний шток опирается на втулку 7 и имеет подвижный нож 8. Неподвижный нож 9 опирается на резьбовую втулку 10 в корпусе 11, который соединен с общим корпусом механизма. Поворот ножей предотвращается шпонками 12.
|
|
Рис. 2. Механизм реза
Гидравлическая схема станка показана на рис. 3. Станок работает следующим образом. Насос Н из бака Б подает рабочую жидкость к трехпозиционному распределителю Р. При включенной левой позиции рабочая жидкость поступает в поршневую полость цилиндра Ц, производится рабочий ход ножа. При включенной средней позиции насос перекачивает жидкость из бака Б через клапан давления КД и фильтр Ф обратно в бак, нож не перемещается.
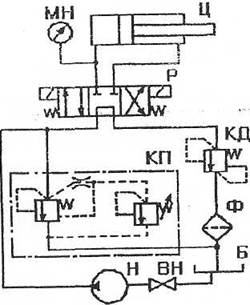
Рис, 3. Гидравлическая принципиальная схема станка СМЖ-133А
При включении правой позиции распределителя жидкость поступает от насоса в штоковую полость цилиндра, а из поршневой полости сливается в бак, нож совершает обратный ход. Станок может работать в автоматическом режиме и в режиме одиночных ходов ножа.
В гидроприводе станка имеется эксцентриковый поршневой насос H-401Е, создающиймаксимальное давление Р = 32 МПа с подачей Q = 18 л/мин (3 • 10 4 м3 /с) при номинальной частоте вращения вала n = 25 с'.
Основные расчетные зависимости
Существует взаимосвязь между внешней нагрузкой Р резки арматуры и напряжением в сечении F прутка стали
Допустим, что касательные напряжения равномерно распределены по площади сечения прутка, тогда

Проверка прочности и вычисление допускаемых напряжений при чистом сдвиге для пластичных арматурных сталей производится на основании четвертой теории прочности.
Условие прочности на срез для прутка арматурной стали
 где
где
Рмах - максимальное усилие реза;
F - площадь сечения арматурного прутка;
[![]() ] - допускаемое напряжение в
сечении реза.
] - допускаемое напряжение в
сечении реза.
Порядок выполнения работы
1. Установка величины хода ножа
Ход ножа 1 устанавливается перемещением кулачков конечных выключателей из расчета l=0.65d
где d - диаметр арматуры, м.
Для пластичных сталей ход ножа увеличивается па 20 %, т. е.
L=0.78d
2. Определение усилий резания
Усилие резания Рр определяется по формуле
где ![]() - временное
сопротивление стали прутка, МПа
- временное
сопротивление стали прутка, МПа
d-диаметр прутка арматурной стали, м (измеряется штангенциркулем, при этом выступы на стали периодического профиля не учитываются);
к- коэффициент затупления ножей (принимается в педелах к = 1-1,.23, к= I для заточенных ножей, к = 1,23 -для максимально затупленных ножей).
При наличии ножей с различной степенью затупления по величине усилия резания (строится график зависимости Р = f (5), где 5 - величина износа режущей Кромки ножа, измеряемой штангенциркулем.
Экспериментально усилие Р определяется по выражению

где- р - давление в гидросистеме станка в момент реза, МПа (определяется по монометру),
D - диаметр поршня цилиндра механизма реза, D = 0,16 м;
![]() -механический КПД цилиндра, =
0,91.
-механический КПД цилиндра, =
0,91.
Определение производительности станка
Производительность арматурного станка в лабораторной работе определяется количеством резов вединицу времени (рез/мин)

Где Tц- время цикла, с; являющееся суммой времени реза, с; времени обратного хода подвижного ножа, с; и времени перемещения прутка для следующего реза, с (в работе принимается =1 с).
Время цикла можно представить формулой
Где vp - скорость резания, м/с;
![]() -скорость обратного
хода, м/с.
-скорость обратного
хода, м/с.
Скоростb определяются по форму лам:

Где -Q - подача гидронасоса, = 3 • 10"4 м3 /с;
![]() -объемный КПД насоса, = 0,85;
-объемный КПД насоса, = 0,85;
D -диаметр поршня гидроцилиндра, = 0,16 м;
Di -диаметр штока гидроцилиндра, = 0,145 м.
На основе анализа полученных результатов делаются выводы о возможности увеличения производительности и снижения усилия резки арматурной стали. Предлагается наиболее оптимальный, технологический процесс резки арматуры в производственных условиях.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.