
















Экономическая
часть
Введение
В процессе проектирования изделия и технологической подготовки к производству изделия, принимаются технические решения и разрабатывается конструкторская и технологическая документация. При проектировании конструкции изделия выбирается оптимальный вариант, обеспечивающий качество изделия с минимальными затратами на его изготовление и подготовку изделия к производству. В процессе разработки технологической документации, заключающейся в составлении технологического процесса с выбором необходимого оборудования, технологической оснастки, степени квалификации рабочих, занятых на выполнении определенных операций, расчета припусков, режимов резания и норм времени, назначении необходимых вспомогательных материалов, выбора метода получения заготовки и ее расчета. Все эти мероприятия направлены на повышение эффективности производства на предприятии и качества выпускаемой продукции.
Оптимальные в конкретных производственных условиях технологические решения должны обеспечить кроме высокого качества продукции производительность труда и минимальные издержки производства.
Для выбора наиболее экономичных технологических решений производится комплексный экономический анализ, в результате которого рассчитывается эффективность от внедрения того или иного варианта.
Для его успешного решения большое значение имеет наличие у инженеров необходимых знаний и опыта в области оценки экономической эффективности проектируемых средств, технологических процессов организации производства и эксплуатации машин. Экономические расчеты позволяют судить о целесообразности внедрения результатов работы в производстве.
Цель экономической части дипломного проекта – получение навыков при разработке экономических и организационных вопросов при проектировании технологического процесса изготовления изделия и оценка эффективности принятых технических решений.
Все нормативы взяты по данным предприятия АОА «ВТЗ» по состоянию на 01.01.2008 г.
4. Расчет экономической эффективности от внедрения технологического
процесса изготовления детали «Вал-шестерня ведомый»
4.1. Исходные данные для расчета.
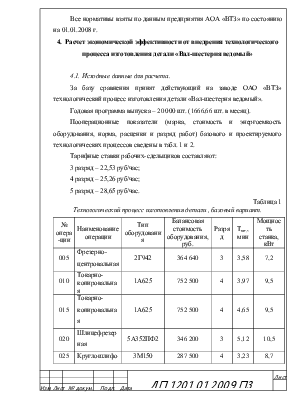
За базу сравнения принят действующий на заводе ОАО «ВТЗ» технологический процесс изготовления детали «Вал-шестерня ведомый».
Годовая программа выпуска – 20 000 шт. (1666,66 шт. в месяц).
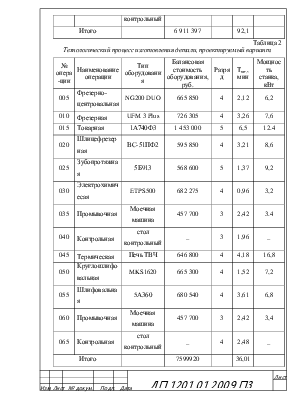
Пооперационные показатели (марка, стоимость и энергоемкость оборудования, норма, расценки и разряд работ) базового и проектируемого технологических процессов сведены в табл. 1 и 2.
Тарифные ставки рабочих-сдельщиков составляют:
3 разряд – 22,53 руб/час;
4 разряд – 25,26 руб/час;
5 разряд – 28,65 руб/час.
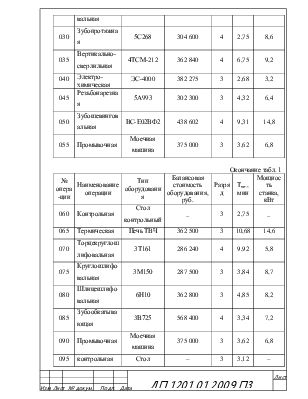
Таблица 1
Технологический процесс изготовления детали , базовый вариант.
|
№ опера-ции |
Наименование операции |
Тип оборудования |
Балансовая стоимость оборудования, руб. |
Разряд |
Тшт., мин |
Мощность станка, кВт |
|
005 |
Фрезерно-центровальная |
2Г942 |
364 640 |
3 |
3,58 |
7,2 |
|
010 |
Токарно-копировальная |
1А625 |
752 500 |
4 |
3,97 |
9,5 |
|
015 |
Токарно-копировальная |
1А625 |
752 500 |
4 |
4,65 |
9,5 |
|
020 |
Шлицефрезерная |
5А352ПФ2 |
346 200 |
3 |
5,12 |
10,5 |
|
025 |
Круглошлифовальная |
3М150 |
287 500 |
4 |
3,23 |
8,7 |
|
030 |
Зубопротяжная |
5С268 |
304 600 |
4 |
2,75 |
8,6 |
|
035 |
Вертикально-сверлильная |
4ТСМ-212 |
362 840 |
4 |
6,75 |
9,2 |
|
040 |
Электро-химическая |
ЭС-4000 |
382 275 |
3 |
2,68 |
3,2 |
|
045 |
Резьбонарезная |
5А993 |
302 300 |
3 |
4,32 |
6,4 |
|
050 |
Зубошевинговальная |
ВС-Е02ВФ2 |
438 602 |
4 |
9,31 |
14,8 |
|
055 |
Промывочная |
Моечная машина |
375 000 |
3 |
3,62 |
6,8 |
Окончание табл. 1
|
№ опера-ции |
Наименование операции |
Тип оборудования |
Балансовая стоимость оборудования, руб. |
Разряд |
Тшт., мин |
Мощность станка, кВт |
|
060 |
Контрольная |
Стол контрольный |
_ |
3 |
2,75 |
_ |
|
065 |
Термическая |
Печь ТВЧ |
362 500 |
3 |
10,68 |
14,6 |
|
070 |
Торцекруглошлифовальная |
3Т161 |
286 240 |
4 |
9,92 |
5,8 |
|
075 |
Круглошлифовальная |
3М150 |
287 500 |
3 |
3,84 |
8,7 |
|
080 |
Шлицешлифовальная |
6Н10 |
362 800 |
3 |
4,85 |
8,2 |
|
085 |
Зубообкатывающая |
3В725 |
568 400 |
4 |
3,34 |
7,2 |
|
090 |
Промывочная |
Моечная машина |
375 000 |
3 |
3,62 |
6,8 |
|
095 |
контрольная |
Стол контрольный |
– |
3 |
3,12 |
– |
|
Итого |
6 911 397 |
92,1 |
||||
Таблица 2
Технологический процесс изготовления детали, проектируемый вариант.
|
№ опера-ции |
Наименование операции |
Тип оборудования |
Балансовая стоимость оборудования, руб. |
Разряд |
Тшт., мин |
Мощность станка, кВт |
|
005 |
Фрезерно-центровальная |
NG200 DUO |
665 850 |
4 |
2,12 |
6,2 |
|
010 |
Фрезерная |
UFM 3 Plus |
726 305 |
4 |
3,26 |
7,6 |
|
015 |
Токарная |
1А740Ф3 |
1 453 000 |
5 |
6,5 |
12.4 |
|
020 |
Шлицефрезерная |
ВС-51ПФ2 |
595 850 |
4 |
3,21 |
8,6 |
|
025 |
Зубопротяжная |
5Б913 |
568 600 |
5 |
1,37 |
9,2 |
|
030 |
Электрохимичесая |
ETPS500 |
682 275 |
4 |
0,96 |
3,2 |
|
035 |
Промывочная |
Моечная машина |
457 700 |
3 |
2,42 |
3.4 |
|
040 |
Контрольная |
стол контрольный |
_ |
3 |
1,96 |
_ |
|
045 |
Термическая |
Печь ТВЧ |
646 800 |
4 |
4,18 |
16,8 |
|
050 |
Круглошлифовальная |
MKS1620 |
665 300 |
4 |
1,52 |
7,2 |
|
055 |
Шлифовальная |
5А360 |
680 540 |
4 |
3,61 |
6,8 |
|
060 |
Промывочная |
Моечная машина |
457 700 |
3 |
2,42 |
3,4 |
|
065 |
Контрольная |
стол контрольный |
_ |
4 |
2,48 |
_ |
|
Итого |
7599920 |
36,01 |
||||
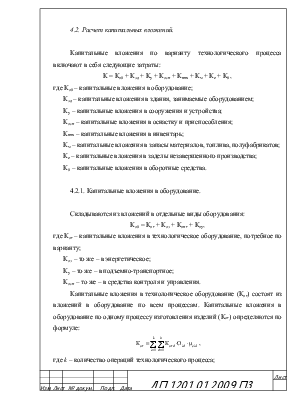
4.2. Расчет капитальных вложений.
Капитальные вложения по варианту технологического процесса включают в себя следующие затраты:
К = Коб + Кзд + Ку + Косн + Кинв + Км + Кz + Кб ,
где Коб – капитальные вложения в оборудование;
Кзд – капитальные вложения в здания, занимаемые оборудованием;
Ку – капитальные вложения в сооружения и устройства;
Косн – капитальные вложения в оснастку и приспособления;
Кинв – капитальные вложения в инвентарь;
Км – капитальные вложения в запасы материалов, топлива, полуфабрикатов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.