Эффективность производства, его технический прогресс, качество выпускаемой продукции во многом зависят от опережающего развития производства нового оборудования, машин, станков и аппаратов, от всемерного внедрения методов технико-экономического анализа.
В данной курсовой работе производится проектирование технологического процесса механической обработки детали «Вал первичный», составляется схема сборки, технологический процесс сборки узла, анализируется конструкция детали и ее технологичность, производятся технические расчеты.
Технологичная конструкция позволяет экономить затраты труда, повышать точность, использовать высокопроизводительное оборудование, оснастку и инструменты, экономить энергию. Чем более технологичной оказывается конструкция, тем совершеннее и дешевле будет ее производство.
Важнейшим показателем качества является точность всех параметров изготовления детали. Сложность решения проблемы точности состоит в необходимости учета одновременного действия многих факторов, каждый из которых вызывает определенную первичную погрешность изготовления детали. Свою долю в погрешности детали вносят неточности оборудования, но одновременно с этим на точность детали влияют погрешность настойки режущего инструмента, его износ. Процесс формирования погрешностей сопровождается температурными деформациями технологической системы.
Основные типы производства - массовое, серийное и единичное – имеют свои технологические особенности. Наиболее распространенным является серийный тип производства, в составе которого развивается ряд прогрессивных технологических процессов, основанных на использовании металлорежущих станков с числовым программным управлением (ЧПУ).
Современное автоматизированное оборудование, оснащаемое многоинструментальными магазинами, устройствами для быстрого ввода управляющих программ, компьютерными устройствами с ЧПУ, значительно расширяет технологические возможности при обработке деталей.
В курсовой работе для изготовления детали «вал первичный» используется токарно-фрезерный обрабатывающий центр 1740-2D, выполняет токарные, фрезерные и сверлильные операции деталей сложной формы с большим количеством обрабатываемых поверхностей.
Анализ технологичности сборочного узла.
Конструкция червячного редуктора выполнена с соблюдением принципа агрегатирования. Сборочный узел соответствует требованиям компактности конструкции и устойчивости во время эксплуатации. Сборочные единицы перед подачей их на общую сборку проходят соответствующий контроль и испытания. Этим устраняется появление дефектов на общей сборке, повышая ее качество. Элементы электромагнитной муфты выполнены с учётом требований, предъявляемых к точности и качеству поверхностей сопрягаемых деталей, и не требуют специальных видов обработки. Компоновка электромагнитной муфты обеспечивает общую сборку без промежуточной разборки и повторных сборок составных частей.
Недостатком конструкции является то, что она предусматривает возможность его сборки с использованием специальных приспособлений из-за значительного веса изделий.
Конструкция электромагнитной муфты предусматривает возможность его сборки из предварительно собранных узлов. Принцип узловой сборки позволяет осуществить параллельную сборку узлов, значительно сокращая длительность цикла сборки электромагнитной муфты
Анализ конструкции детали и условий ее эксплуатации.
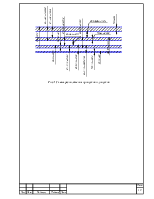
В курсовой работе разрабатывается технологический процесс изготовления детали «вал первичный».
В конструкции электромагнитной муфты основными деталями, передающими крутящий момент, являются валы. По форме вал - ступенчатый с фланцем. Деталь изготовлена из легированной стали 40Х, так этот материал высокопрочный, малочувствительный к концентраторам напряжений, хорошо обрабатываемый и не очень недорогой. Сталь 40Х приобретает высокие механические свойства после термического улучшения – закалки и высокого отпуска на структуру сорбита. Улучшение стали обеспечивает повышенный предел текучести в сочетании с хорошей пластичностью и вязкостью, высоким сопротивлением развитию трещин. Сталь применяется для деталей, работающих в условиях статических, циклических и ударных нагрузок.
|
Марка стали |
С |
Mn |
Cr |
Ni |
Si |
S |
P |
|
40Х |
0,36-0,44 |
0.50-0,80 |
0,8-1,1 |
|
0,17-0,37 |
|
|
|
Марка стали |
|
|
|
|
КСU МДж/м2 |
|
40Х |
1000 |
800 |
10 |
45 |
0,6 |
Самая точная поверхность выполнена по 6 квалитету. Самая чистая поверхность Ra 0,40. Данная поверхность может быть получена чистовой (тонкой) обработкой. Допуск торцевого биения на диаметре 60 мм задаем, чтобы обеспечить качественную работу подшипника и шероховатость на торец Ra 1.6. Назначаем допуск цилиндричности посадочных поверхностей для подшипника качения, допуск параллельности и допуск симметричности расположения шпоночного паза для получения необходимой точности сопряжения шпонки со шкивом, позиционный допуск на отверстия под крепежные детали для обеспечения собираемости детали, , шероховатость посадочной поверхности под подшипники
Анализ технологичности конструкции детали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.