Для оценки эффективности по повышению усталостной прочности цилиндров в районе форсуночного пояса были проведены сравнительные усталостные испытания образцов штатных и с мероприятиями цилиндров. При испытаниях нагружение осуществлялось по знакопостоянному синусоидальному циклу с максимальной амплитудой 31,0 МПа, что в 2,6 раза превышает максимальный уровень давления газов в цилиндре (Pz=12,0 МПа).
Наработка до разрушения штатных гильз цилиндров составила, в среднем, 1 млн. циклов. С мероприятиями цилиндры отработали 5-106 циклов и не разрушились.
Таким образом, долговечность цилиндров с мероприятиями более, чем в 5 раз превышает долговечность штатных цилиндров.
Поршни, шатуны и два коленчатых вала составляют группу движения.
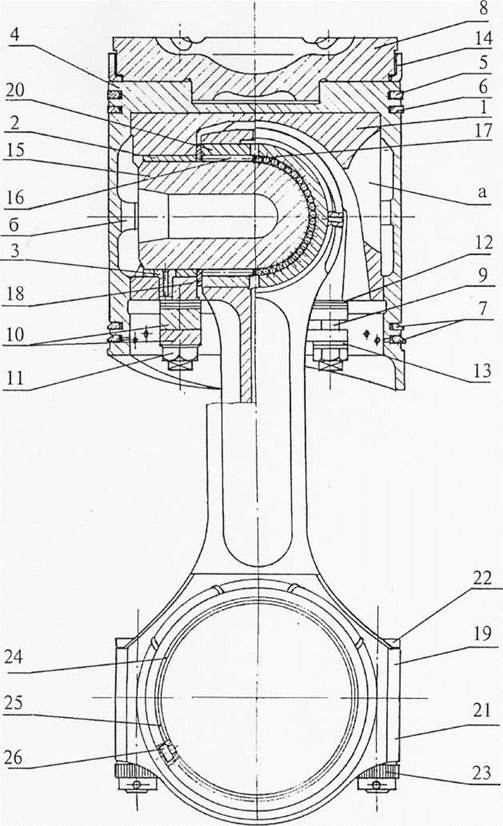
Поршень (рисунок 2.6) воспринимает силу давления газов, силы инерции движущихся частей и значительные тепловые нагрузки. Агрессивность среды масляных паров и продуктов сгорания, ударный характер нагрузки также влияет на работу поршня.
Для обеспечения большей надежности поршень выполнен составным и с масляным охлаждением.
Штампованная вставка 1 изготовлена из алюминиевого сплава АК4-1 с целью обеспечения улучшения отвода тепла от донышка тронка и накладки и выполняет функцию силового элемента.
Опорами поршневого пальца служат бобышки во вставке с запрессованными в них стальными азотированными втулками 2, которые фиксируются от проворота штифтами 3. На вставке выполнены паз "а" для подачи масла в полость охлаждения поршня и отверстие для слива масла из этой полости.
Тронк 4 центрируется по вставке двумя поясами. С целью уменьшения зазоров по цилиндру (снижения расхода масла) и улучшения антифрикционных свойств тронк изготовлен из литого специального чугуна Д100.04.001ДТ.
Боковая поверхность тронка выполнена цилиндрической с профилем переменной кривизны в верхней части под уплотнительными кольцами.
Для улучшения приработки рабочая поверхность тронка покрывается медь-дисульфидмолибденовым покрытием. На тронке в верхней части выполнены две канавки под уплотнительные кольца 5 и 6, а в нижней части выполнены две канавки для маслосбрасывающих колец 7.
В нижней канавке выполнены отверстия для отвода масла, снимаемого со стенок цилиндра.
В верхней части тронка выполнена проточка для центровки накладки 8. Накладка служит тепловым барьером, предотвращающим подвод тепла к трон-ку и вставке.
Накладка изготовлена из стали 20Х25Н20С2 (ЭИ283). Углубления в накладках противоположно-движущихся поршней образуют камеру сгорания. Для свободного прохода струй топлива от форсунок, на верхних торцах накладок выполнены четыре углубления.
В накладку запрессованы стяжные болты 9. Для компенсации температурных деформаций накладки, тронка и вставки болты попарно стягиваются через пружины 10 рессорного типа гайками 11, которые стопорятся обжатием их цилиндрических поясков на квадратные хвостовики болтов.
Уплотнение полостей отверстий под болты во вставке достигается установкой фторопластовых колец, поджимаемых при затяжке болтов шайбами 12, а перекосы болтов, возникающие при деформациях накладки устраняются сферическими шайбами 13.
Жаровое кольцо 14 в сочетании с двумя верхними уплотнительными кольцами обеспечивает герметичность камеры сгорания.
Тонкостенное жаровое кольцо, выполненное неразрезным, обеспечивает четкое открытие и закрытие впускных и выпускных окон цилиндра.
|
|
1 - вставка; 2 - втулка; 3,26 - штифт; 4 - тронк; 5,6 - уплотнительное кольцо; 7 - маслосбрасывающее кольцо; 8 - накладка; 9,22 - болт; 10 - пружина; 11,23 - гайка; 12 - шайба; 13 - сферическая шайба; 14 - жаровое кольцо; 15 - поршневой палец; 16 - ролик игольчатый; 17 - кольцо; 18 - ограничительное кольцо; 19 - шатун; 20 - втулка ВГШ; 21 - крышка; 24 - вкладыш, шатунная половинка; 25 - вкладыш, крышечная половинка.
Рисунок 2.6 – Поршень с шатуном
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.