














011+0,016= 0,027 мм,
4. Расчет калибров для проверки отверстия и вала
Расчет размеров посадки:Ø 80 G6/h5.
Данная посадка получена в системе вала.
Посадка является посадкой с зазором.
4.1. Отклонения размеров в комбинированной форме:
Вал Ø![]()
Отверстие Ø![]()
Верхние предельные отклонения:
ES=+0,029 мм ,
es=0мм ;
Нижние предельные отклонения:
EI = +0,01 мм,
ei= -0,013 мм;
4.2. Максимальные и минимальные размеры деталей:
Отверстие:
Dmax=D+ES= 80+0,029=80,029 мм ,
Dmin=D+EI=80+0,01=80,01 мм,
Вал:
dmax=d+es= 80+0=80 мм,
dmin=d+ei=80+(-0,013)=79,987 мм,
4.3. Допуск отверстия:
TD=ES-EI=Dmax-Dmin=0,029-0,01=80,029-80,01=0,019 мм;
Допуск вала:
Td= es-ei=dmax-dmin=0-(-0,013)=80-79,987=0,013 мм;
4.4. Рабочие размеры, с допуском в тело:
отверстие - ![]() мм,
мм,
вал - ![]() мм;
мм;
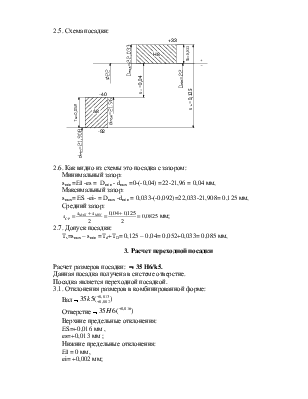
4.5. Схема посадки:
4.6. Как видно из схемы это посадка с зазором:
Минимальный зазор:
smin =EI -es = Dmin - dmax =0,01-0 =80,01-80 = 0,01 мм,
Максимальный зазор:
smax= ES -ei- = Dmax -dmin = 0,029-(-0,013)=80,029-79,987= 0,042 мм,
Средний зазор:
 мм;
мм;
4.7. Допуск посадки:
Ts=smax – smin =Td+TD= 0,042 – 0,01= 0,013+0,019= 0,032 мм,
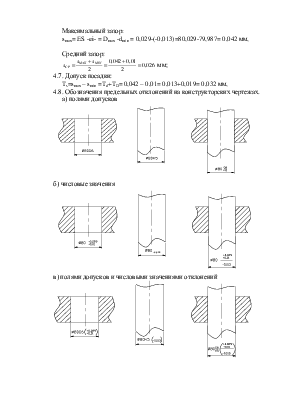
4.8. Обозначения предельных отклонений на конструкторских чертежах.
а) полями допусков
б) числовые значения
в) полями допусков и числовыми значениями отклонений
г) обозначение размеров на рабочих чертежах
4.9. Расчет калибров для контроля размеров деталей посадки.
Параметры допусков на неточность изготовления калибров
Для отверстия G6: Z=0,0025мм, Y=0,002 мм, Н=0,003мм;
Для вала h5: Z1=0,004мм, Y1=0,003мм, Н1=0,006мм;
Калибры для проверки отверстия
Пробка ПР
Исполнительный размер пробки ПР:
(Dmin+Z+H/2)-H =(80,01+0,0025+0,0015)-0,003=80,014-0,003 мм.
Средневероятный износ:
Uср=Z+Y=0,0025+0,002=0,0045 мм.
30%Uср=![]()
Износ пробки рабочим допустим до размера:
(Dmin-Y+30%Uср)=80,01-0,002+0,0015=80,0095 мм.
Износ пробки цеховым контролером допустим до размера:
Dmin-Y =80,01-0,002=80,008 мм.
Пробка НЕ
Исполнительный размер пробки НЕ:
(Dmax+H/2)-H=(80,029+0,0015)-0,003 =80,0275-0,003 мм.
Калибры для проверки вала
Скоба ПР
Исполнительный размер скобы ПР:
(dmax-Z1-H1/2)+H1 =(80-0,004-0,003)+0,006=79,9993+0,006 мм.
Средневероятный износ:
Uср=Z1+Y1=0,004+0,003=0,007 мм.
30%Uср=![]()
Износ скобы рабочим допустим до размера:
(dmax+Y -30%Uср)=80+0,004-0,002=80,002 мм.
Износ скобы цеховым контролером допустим до размера:
dmax+Y=80+0,003=80,003 мм.
Скоба НЕ
Исполнительный размер скобы НЕ:
(dmin-H1/2)+H1=(79,987-0,003)+0,006=79,984+0,006 мм.
5. Расчет размерной цепи
Назначить допуски и отклонения
составляющих размеров с таким расчетом, чтобы обеспечить значение замыкающего
размера равное А∆=![]() . Расчет произвести
методом полной взаимозаменяемости.
. Расчет произвести
методом полной взаимозаменяемости.
На детали, входящие в сборочный комплект, назначены следующие значения номинальных размеров: NА1=14мм, NА2=1,5 мм, NА3=80 мм, NА4=6,5 мм, NА5=1,5 мм, NА6=7 мм, NА7=21 мм, NА8=54 мм, NА9=21 мм.
1.Согласно заданию
![]() =0,5 мм
=0,5 мм
![]() =+0,5-(-0,3)=0,8 мм
=+0,5-(-0,3)=0,8 мм
Ес∆=(0,5-0,3)/2=0,1 мм
А∆max=0,5+0,5=1 мм
А∆min=0,5-0,3=0,2 мм
2.Составим график размерной цепи
3. Составим уравнение размерной цепи
![]()
Значения передаточных отношений
|
Обозначение передаточных отношений |
ξ 1 |
ξ2 |
ξ 3 |
ξ4 |
ξ5 |
ξ6 |
ξ7 |
x8 |
x9 |
|
Численное значение |
+1 |
+1 |
+1 |
+1 |
+1 |
-1 |
-1 |
-1 |
-1 |
4.Произведем проверку правильности назначения номинальных значений составляющих размеров:
![]() =14+1,5+80+6,5+1,5-7-21-54-21=0,5 мм
=14+1,5+80+6,5+1,5-7-21-54-21=0,5 мм
Так как по условию задачи ![]() =0,5 мм, следовательно, номинальные размеры
=0,5 мм, следовательно, номинальные размеры
назначены правильно.
5.Осуществим увязку допусков, для
чего исходя из величины ![]() , рассчитаем допуски
составляющих размеров.
, рассчитаем допуски
составляющих размеров.
Так как в узел входит подшипник
качения, допуски которого уже являются заданными ![]() , то
для определения величины
, то
для определения величины ![]() воспользуемся
зависимостью
воспользуемся
зависимостью

6.Устанавливаем, что такому
значению ![]() соответствует точность, лежащая между 10 и
11 квалитетами.
соответствует точность, лежащая между 10 и
11 квалитетами.
Примем для всех размеров 10 квалитет, тогда Т1=0,07 мм, Т2=0,04 мм, Т3=0,12 мм, T4 =0,058 мм, T5 =0,04 мм, T6 =0,058 мм, T8 =0,12 мм.
7.Произведем проверку правильности назначения допусков составляющих размеров по уравнению:
∑Тj=0,07+0,04+0,12+0,058+0,04+0,058+0,12+0,12+0,12=0,746 мм
∑Тj<![]() меньше, более чем на 5…6%
меньше, более чем на 5…6%
![]() =
=
Следовательно расширяем допуск на размер А3:
Т3=0,12+0,054=0,174 мм
8.Осуществим увязку средних отклонений. Увязку будем производить за счет среднего отклонения размера А3 принятого в качестве увязочного:
А1=14 Js 10(±0,035) мм
А2=1,5 Js 10(±0,02) мм
A3=80мм, Т3=0,174 мм
А4=6,5 h10(-0,058)мм
А5=1,5H10(+0,04) мм
А6=7h10(-0,058) мм
А7= А9=21-0,12 мм
А8=54h10(-0,12) мм
Таблица расчетных данных
|
Обозначение размера |
Размер |
|
Ecj |
|
A1 |
14 Js 10(±0,035) |
+1 |
0 |
0 |
|
A2 |
1,5 Js 10(±0,02) |
+1 |
0 |
0 |
|
A3 |
80 |
+1 |
ЕС3 |
ЕС3 |
A4 |
6,5 Js10(-0,058) |
+1 |
-0,029 |
-0,029 |
А5 |
1,5H10(+0,04) |
+1 |
0,02 |
0,02 |
А6 |
7h10(-0,058) |
-1 |
-0,029 |
0,029 |
А7 |
21-0,12 |
-1 |
-0,06 |
0,06 |
А8 |
54h10(-0,12) |
-1 |
-0,06 |
0,06 |
А9 |
21-0,12 |
-1 |
-0,06 |
0,06 |
По уравнению  найдем среднее отклонение размера А3
найдем среднее отклонение размера А3
0,1=0+0+ЕС3-0,029+0,02+0,029+0,06+0,06+0,06
ЕС3=-0,1
Предельные отклонения размера А3:
ES3=-0,1+0,5∙0,174= -0,013 мм
EI3=-0,1-0,5∙0,174= -0,187 мм
Т.о.
А3=80![]() мм
мм
Найти предельные значения
замыкающего размера ![]() при значениях замыкающих
размеров, полученных в результате решения примера 1.
при значениях замыкающих
размеров, полученных в результате решения примера 1.
Расчет произвести методом полной взаимозаменяемости.
|
Обозначение размера |
|
Nj |
Ecj |
Tj
|
|
|
|
A1 |
+1 |
14 |
0 |
0,07 |
14 |
0 |
0,07 |
|
A2 |
+1 |
1,5 |
0 |
0,04 |
1,5 |
0 |
0,04 |
|
A3 |
+1 |
80 |
-0,1 |
0,174 |
80 |
-0,1 |
0,174 |
A4 |
+1 |
6,5 |
-0,029 |
0,058 |
6,5 |
-0,029 |
0,058 |
А5 |
+1 |
1,5 |
0,02 |
0,04 |
1,5 |
0,02 |
0,04 |
А6 |
-1 |
7 |
-0,029 |
0,058 |
-7 |
0,029 |
0,058 |
А7 |
-1 |
21 |
-0,06 |
0,12 |
-21 |
0,06 |
0,12 |
А8 |
-1 |
54 |
-0,06 |
0,12 |
-54 |
0,06 |
0,12 |
А9 |
-1 |
21 |
-0,06 |
0,12 |
-21 |
0,06 |
0,12 |
1. Номинальное значение замыкающего размера:
![]() =14+1,5+80+6,5+1,5-7-21-54-21=0,5 мм
=14+1,5+80+6,5+1,5-7-21-54-21=0,5 мм
2. Среднее отклонение замыкающего размера
ЕС∆=0+0-0,1-0,029+0,02+0,029+0,06+0,06+0,06= 0,1 мм
3. Допуск замыкающего размера
![]() =0,07+0,04+0,174+0,058+0,04+0,058+0,12+0,12+0,12=0,8
мм
=0,07+0,04+0,174+0,058+0,04+0,058+0,12+0,12+0,12=0,8
мм
Допуски на составляющие размеры оставляем без изменения
4. Предельные отклонения замыкающего размера
![]() мм
мм
![]() мм
мм
5. Сравним полученные результаты с заданными

Следовательно, изменения предельных отклонений составляющих размеров не требуется.
5.3. Расчет линейных размерных цепей вероятностным методом
Назначить допуски и отклонения
составляющих размеров с таким расчетом, чтобы обеспечить значение замыкающего
размера равное А∆=![]() . Расчет произвести
вероятностным методом.
. Расчет произвести
вероятностным методом.
На детали, входящие в сборочный комплект, назначены следующие значения номинальных размеров: NА1=14мм, NА2=1,5 мм, NА3=80 мм, NА4=6,5 мм, NА5=1,5 мм, NА6=7 мм, NА7=21 мм, NА8=54 мм, NА9=21 мм.
1.Согласно заданию
![]() =0,5 мм
=0,5 мм
![]() =+0,5-(-0,3)=0,8 мм
=+0,5-(-0,3)=0,8 мм
Ес∆=(0,5-0,3)/2=0,1 мм
А∆max=0,5+0,5=1 мм
А∆min=0,5-0,3=0,2 мм
2.Составим график размерной цепи
3. Составим уравнение размерной цепи
![]()
Значения передаточных отношений
|
Обозначение передаточных отношений |
ξ 1 |
ξ2 |
ξ 3 |
ξ4 |
ξ5 |
ξ6 |
ξ7 |
x8 |
x9 |
|
Численное значение |
+1 |
+1 |
+1 |
+1 |
+1 |
-1 |
-1 |
-1 |
-1 |
4.Произведем проверку правильности назначения номинальных значений составляющих размеров:
![]() =14+1,5+80+6,5+1,5-7-21-54-21=0,5 мм
=14+1,5+80+6,5+1,5-7-21-54-21=0,5 мм
Так как по условию задачи ![]() =0,5 мм, следовательно, номинальные размеры
=0,5 мм, следовательно, номинальные размеры
назначены правильно.
5.Осуществим увязку допусков, для
чего исходя из величины ![]() , рассчитаем допуски
составляющих размеров.
, рассчитаем допуски
составляющих размеров.
Так как в узел входит подшипник качения, допуски которого уже являются
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.