







Министерство архитектуры и строительства Республики Беларусь
|
Утверждаю Зам. директора по М и П _____________ С. А. Старостов «___» ____________ 2006г. |
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
на изготовление плит перекрытий железобетонных многопустотных для зданий и сооружений
ТИ 1-06
|
СОГЛАСОВАНО: Нач. формовочного цеха №1 ______________ А. И. Пузанов «___»______________2006г. Главный технолог ______________А.Н. Санников «___» _____________ 2006г. |
РАЗРАБОТАНО: Инженер-технолог ______________М.Г. Серик «___» _____________ 2006г. |
1. ОБЩИЕ ПОЛОЖЕНИЯ.
1.1. Технологическая инструкция является документом, определяющим технологические процессы формования, тепловой обработки, распалубки, доводки и хранения изделий при изготовлении плит пустотного настила, обязательно для всех служб завода и рабочих, занятых производством изделий.
1.2. Технологическая инструкция определяет операции и приёмы, связанные с изготовлением плит пустотного настила, устанавливает правила их перемещения, хранения, регламентирует требования к их складированию.
1.3. Технологическая инструкция соответствует достигнутому на заводе уровню организации производства железобетонных изделий и управления качеством, предусматривает разделы:
общие положения;
краткая характеристика производства;
технологический процесс изготовления плит пустотного настила;
транспортирование, складирование и хранение изделий;
1.4. Плиты пустотного настила должны изготавливаться по рабочим чертежам Б 1.041.1-1.2000 «Плиты перекрытия железобетонные многопустотные».
2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ПЛИТ ПУСТОТНОГО НАСТИЛА
2.1. Наименование профессий лиц.
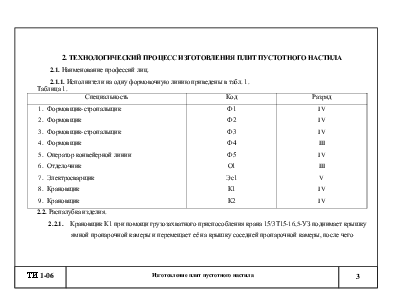
2.1.1. Исполнители на одну формовочную линию приведены в табл. 1.
Таблица 1.
|
Специальность |
Код |
Разряд |
|
1. Формовщик-стропальщик 2. Формовщик 3. Формовщик-стропальщик 4. Формовщик 5. Оператор конвейерной линии 6. Отделочник 7. Электросварщик 8. Крановщик 9. Крановщик |
Ф1 Ф2 Ф3 Ф4 Ф5 О1 Эс1 К1 К2 |
IV IV IV III IV III V IV IV |
2.2. Распалубка изделия.
2.2.1. Крановщик К1 при помощи грузозахватного приспособления крана 15/3Т15-16,5-УЗ поднимает крышку ямной пропарочной камеры и перемещает её на крышку соседней пропарочной камеры, после чего извлекает из открытой камеры форму с изделием прошедшим тепловлажностную обработку при помощи траверсы 18.518.00.00.000 ДАН и перемещает её на пост распалубки.
2.2.2. Руководствуясь сигналами формовщика-стропальщика Ф1, крановщик К1 устанавливает форму с изделием на пост распалубки конвейерной линии, после чего освобождает форму от действия траверсы и поднимает её.
2.2.3.При достижении бетоном передаточной прочности и после разрешения лаборатории, электросварщик Эс1 производит обрезку напряженных стержней электродуговой сваркой, пользуясь для этого сварочным трансформатором ТД-500. Отрезанные концы арматурных стержней собирают в специальный контейнер для металла и в конце смены передаются в арматурный цех.(Если изделие без предварительно напряжённой арматуры, то операция описанная в данном пункте исключается).
2.2.3.1. Обрезку стержней необходимо производить симметрично относительно вертикальной оси поперечного сечения плиты.
2.2.4.К2 с помощью мостового крана, оснащенного четырёхветвевым стропом 4СК-3/3500 опускает строп над формой с изделием у которого уже произведена обрезка стержней.
2.2.5.Ф5 при помощи пульта управления домкратами открывает борта формы.
2.2.6.Ф1 стропит изделие за монтажные петли и подаёт сигнал крановщику К1 на подъём и перемещение изделия на пост доводки.
2.2.7.Ф5 освобождает форму от действия гидродомкратов по средствам пульта управления.
2.2.8.Руководствуясь сигналами Ф1 крановщик К2 опускает изделие на кантователь 18.567, после чего Ф1 производит расстроповку изделия и даёт сигнал К1 на подъём и перемещение строп.
2.2.9.Отделочник О1 устанавливает лапы кантователя в положение препятствующее опрокидыванию изделия при его кантовании, фиксирует их винтовыми фиксаторами
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.