

Федеральное агентство по образованию РФ
Тульский государственный университет
Кафедра « Технология машиностроения »
Обработка сложных поверхностей
Выполнил:
Проверил: Н. Д. Феофилов
Тула 2006
ПРОФИЛЬНОЕ ШЛИФОВАНИЕ
1 ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
Профильное шлифование — это шлифование поверхности, образующая которой кривая или ломаная линия. Однако на практике к профильному шлифованию относят и обработку рабочей поверхности кулачков и копиров с прямолинейной образующей и не относят обработку выпуклых и вогнутых поверхностей (гиперболоидных поверхностей), образующихся при круглом наружном и внутреннем шлифовании, когда круги при цилиндрической форме имеют оси вращения, перекрещивающиеся с осью заготовки. Поэтому профильным шлифованием мы будем называть обработку деталей по сложному контуру, который нельзя обработать простыми движениями круга простой формы. Кругами простой формы считают шлифовальные круги, у которых рабочая поверхность — цилиндр (круг ПП), конус (круг 1T и др.) или плоский торец (круг ЧЦ, ЧК и др.). Простыми движениями являются вращательное и прямолинейное поступательное.
Фасонные поверхности имеют такие распространенные детали, как зубчатые колеса, шлицевые валы, кулачки, лопатки турбин, компрессоров и сопловых аппаратов, валки прокатных станов, фасонные резцы, профильные шаблоны, пуансоны, матрицы, копиры и др. Так как многие из перечисленных деталей изготовляют в очень больших количествах, то для их обработки создано большое количество станков разнообразного назначения: зубошлифовальные полуавтоматы, шлицешлифовальные, резьбо- и червячно-шлифовальные, вальцешлифовальные, шлифовально-копировальные, желобошлифо-вальные, профилешлифовальные и другие станки. Для обработки фасонных поверхностей на деталях подшипников созданы специальные высокопроизводительные станки-автоматы и полуавтоматы многие из которых входят в состав ГПС (гибких производственных систем) или встроены в автоматические линии.
Профильное шлифование можно осуществлять разными методами. Наиболее распространенными являются три метода: метод копирования, при котором профиль на круге соответствует профилю на детали; метод огибания профиля на заготовке рабочей поверхностью круга за счет относительного движения обкатки; метод эквидистантного шлифования, при котором движение подачи круга осуществляется по траектории, эквидистантной шлифуемому профилю (эквидистантные линии —это линии, отстоящие друг от друга на одинаковом расстоянии). Частным случаем метода копирования является многокруговое шлифование профиля поверхности несколькими шлифовальными кругами одновременно.
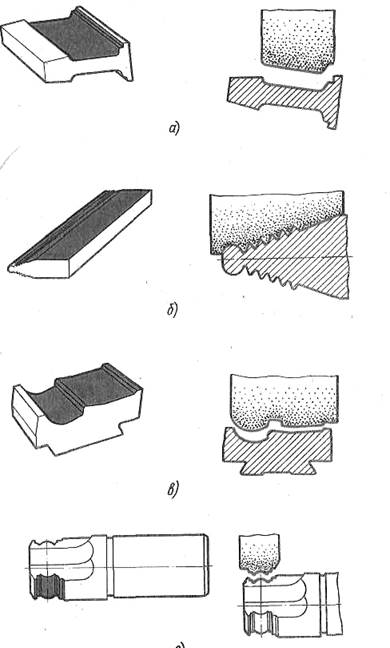
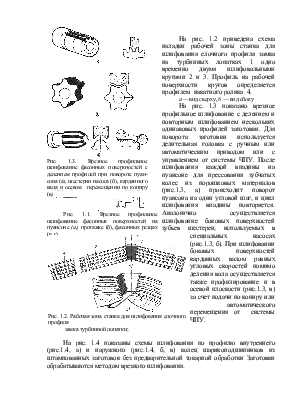
На рис. 1.1 показано профильное шлифование по методу врезной подачи круга, осевой профиль рабочей поверхности которого соответствует профилю шлифуемой фасонной поверхности: пуансона вырубного штампа для изготовления сердечников электродвигателей (рис.1.1, а), наружной протяжки для обработки елочного профиля замка турбинного диска (рис,1.1, 6), фасонных резцов тангенциального (рис.1.1, в) и круглого (рис.1.1, г).
|
Рис. 1.1. Врезное профильное шлифование фасонных поверхностей на пуансоне (а), протяжке (б), фасонных резцах (в, г) |
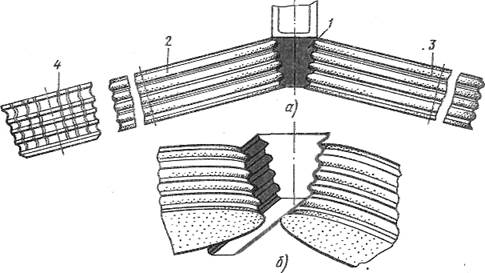
На рис. 1.2 приведена схема наладки рабочей зоны станка для шлифования елочного профиля замка на турбинных лопатках 1 одно временно двумя шлифовальными кругами 2 и 3. Профиль на рабочей поверхности кругов определяется профилем накатного ролика 4.
а — вид сверху, 6 — вид сбоку
|
Рис. 1.2. Рабочая зона станка для шлифования елочного профиля замка турбинной лопатки; |
На рис. 1.3 показано врезное профильное шлифование с делением и повторным шлифованием нескольких одинаковых профилей заготовки. Для поворота заготовки используется делительная головка с ручным или автоматическим приводом или с управлением от системы ЧПУ. После шлифования каждой впадины на пуансоне для прессования зубчатых колес из порошковых материалов (рис.1.3, а) происходит поворот пуансона на один угловой шаг, и цикл шлифования впадины повторяется. Аналогично осуществляется шлифование боковых поверхностей зубьев шестерен, используемых в специальных насосах (рис.1.3, б).При шлифовании боковых поверхностей карданных валом равных угловых скоростей помимо деления вала осуществляется также профилирование и в осевой плоскости (рис.1.3, в) за счет подачи по копиру или автоматического перемещения от системы ЧПУ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.