![]() .
.
Соответственно корректирующее перемещение равно:
![]()
2. Адаптивное управление точностью обработки по размерам динамической и статической настройки
В
отличие от ранее рассмотреных АС, которые являются одноконтурными, данные АС
относятся к двухконтурным и реализуют комбинированный способ управления
точностью обработки. В этих АС имеет место комбинация описанных выше двух
способов, что является более эффективным, но и более сложным в конструктивном
исполнении. Например, при больших колебаниях припуска и твердости материала
заготовки внесение поправки посредствам изменения подачи (управление размером
динамической настройки Ад) может привести к колебаниям шероховатости обработанной
поверхности и выходу ее за допустимые пределы. Во избежание этого уменьшают
диапазон изменения подачи. Чтобы сохранить при этом точность обработки, вводят
дополнительное управление размером статической настройки Ас.
Это устраняет часть отклонения ![]() `Ад,
нескомпенсированную из-за ограничения диапазона изменения подачи.
`Ад,
нескомпенсированную из-за ограничения диапазона изменения подачи.
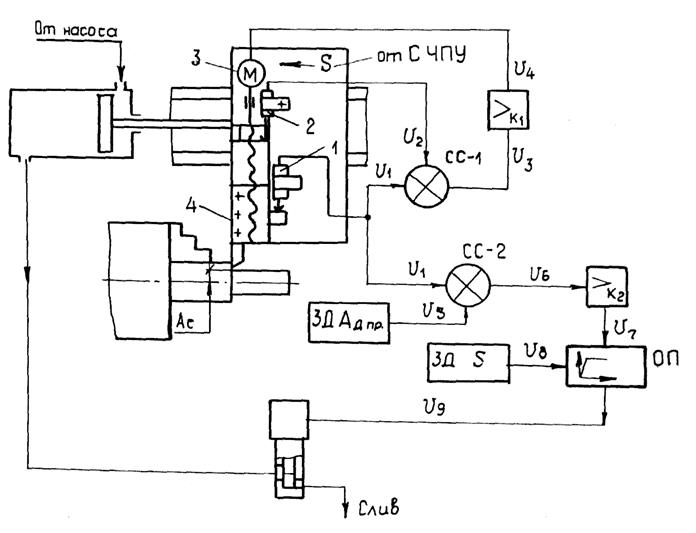
Структурная схема АС, управляющей размерами статической и динамической настройки, приведена на рис. 14.3.
|
Рис. 14.3. Структурная схема двухконтурной АС, управляющей размерами статической и динамической настройки. |
Один
контур обеспечивает перемещение суппорта в радиальном направлении на величину ![]() Ас
=
Ас
= ![]() `Ад.
Второй контур, имеющей задатчики предельной величины упругого перемещения ЗД Ад пр. и наибольшего значения продольной подачи ЗД S,
обеспечивает автоматический поиск и поддержание оптимального значения
продольной подачи. Бесступенчатое регулирование подачи достигается с помощью
следящего золотника СЗ с электроуправлением, встроеным на выходе гидросистемы
станка.
`Ад.
Второй контур, имеющей задатчики предельной величины упругого перемещения ЗД Ад пр. и наибольшего значения продольной подачи ЗД S,
обеспечивает автоматический поиск и поддержание оптимального значения
продольной подачи. Бесступенчатое регулирование подачи достигается с помощью
следящего золотника СЗ с электроуправлением, встроеным на выходе гидросистемы
станка.
АС
работает следующим образом. С индуктивного датчика 1 на схемы
сравнения СС-1 и СС-2 непрерывно поступает информация V1,
соответствующая величине Ад. На схему СС-1 поступает также сигнал V2
от датчика обратной связи 2, регистрирующего положение резцедержателя 4. Сигнал
рассогласования V3 усиливается до V4
= к1×V3
и подается на привод малых перемещений 3, выполняющий регулирование размера статической
настройки (![]() Ас
=
Ас
= ![]() Ад).
На схему СС-2 поступает также от задатчика ЗД Ад пр.
сигнал V5, соответствующий величине Ад пр.. Сигнал рассогласования V6 усиливается до V7
= к2×V6
и подается через ограничитель подачи ОП следящего золотника СЗ. Задатчики ЗД Ад пр., ЗД S и ограничитель подачи ОП формируют
сигнал V9, соответствующий оптимальному значению продольной
подачи.
Ад).
На схему СС-2 поступает также от задатчика ЗД Ад пр.
сигнал V5, соответствующий величине Ад пр.. Сигнал рассогласования V6 усиливается до V7
= к2×V6
и подается через ограничитель подачи ОП следящего золотника СЗ. Задатчики ЗД Ад пр., ЗД S и ограничитель подачи ОП формируют
сигнал V9, соответствующий оптимальному значению продольной
подачи.
3. Измерительный комплекс МЦС с ЧПУ для управления точностью обработки в ГПС
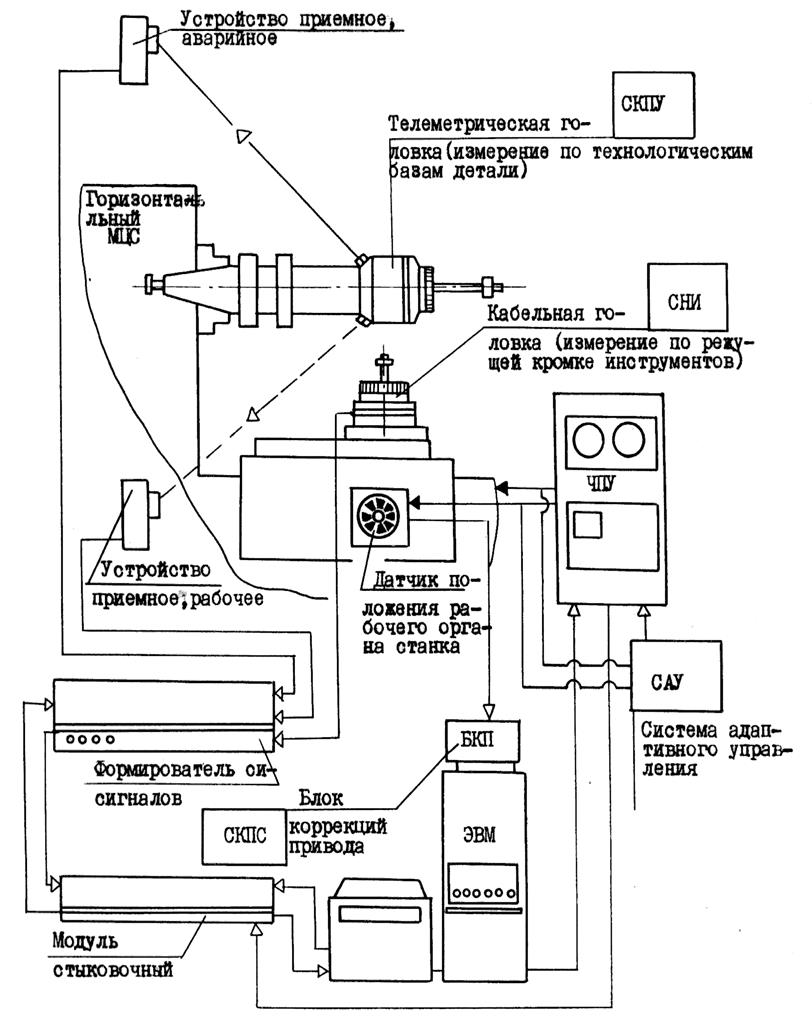
При изготовлении корпусных деталей в гибких автоматизированных производствах для управления точностью обработки необходимо каждый станок оснащать разветвленным измерительным комплексом. Этот комплекс в своем составе должен иметь (рис. 14.4):
- трехкоординатную телеметрическую головку, хранящуюся в инструментальном магазине станка. Головка должна автоматически устанавливаться в шпиндель станка и через каналы связи давать в систему управления сигналы о своем положении в шпинделе станка и о положении технологических баз детали на станке (СКПУ). По результатам ²обработки² сигналов, поступающих от головки, система управления должна выработать управляющее воздействие на коррекцию управляющей программы движения рабочих органов станка;
- трехкоординатную кабельную головку, установленную на столе станка. Посредствам данной головки автоматизируется процесс размерной настройки каждого инструмента, хранимого в магазине станка, и автоматически настраивается положение исходной точки начала отсчета программных перемещений рабочих органов (СНИ);
- трехкоординатный блок коррекции приводов (БКП) станка, который электронным способом (с помощью ЭВМ) компенсирует систематические и случайные погрешности станка (СКПС);
- систему датчиков, позволяющих регистрировать фактические параметры процесса обработки и управлять точностью и производительностью на базе системы адаптивного управления (САУ);
Оснащение станка таким измерительным комплексом позволяет:
- автоматизировать процесс размерной настройки технологической системы каждого отдельного станка;
- исключить необходимость ручной корректировки оператором процесса достижения требуемой точности изготовления детали, то есть иными словами автоматизировать этот процесс;
- снизить капитальные затраты, связанные с изготовлением вспомогательного инструмента, технологической и контрольно-измерительной оснастки.
Сказанное в полной мере можно отнести к МЦС для обработки тел вращения с той лишь разницей, что телеметрическая и кабельная головка, а также блок коррекций должны быть двухкоординатными. Однако выпускаемые в последнее время токарные МЦС позволяют выполнять и фрезерные работы. Для этих станков перечисленные устройства должны быть трехкоординатными.
|
Рис. 14.4. Измерительный комплекс МЦС с ЧПУ для управления процессом достижения точности обработки. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.