Лекция 14.
План.
1. Адаптивное управление точностью обработки по размеру
статической настройки.
2. Адаптивное управление точностью обработки по размерам
динамической и статической настройки.
3. Измерительный комплекс МУС с ЧПУ для управления
точностью обработки в ГПС.
1. Адаптивное управление точностью обработки по размеру статической настройки
Адаптивные системы (АС) рассматриваемого типа обеспечивают компенсацию отклонения размера динамической настройки Ад путем внесения поправки в размер статической настройки.
Как
и в ранее рассмотренных АС, величина размера динамической настройки Ад
определяется системой адаптивного управления косвенным путем посредством
измерения определенного физического параметра ![]() (сила резания, крутящий момент или мощность привода, сила
тока, деформации звеньев технологической системы и т. д.). Во время обработки
величина
(сила резания, крутящий момент или мощность привода, сила
тока, деформации звеньев технологической системы и т. д.). Во время обработки
величина ![]() непрерывно
измеряется и в виде сигнала поступает в вычислительное устройство адаптивной
системы, в котором на основе заранее заложенной в него зависимости Ад = f(
непрерывно
измеряется и в виде сигнала поступает в вычислительное устройство адаптивной
системы, в котором на основе заранее заложенной в него зависимости Ад = f(![]() ) находится
фактическая величина Ад.факт и сравнивается с заданным (исходным) значением Ад.исх.
) находится
фактическая величина Ад.факт и сравнивается с заданным (исходным) значением Ад.исх.
При наличии отклонения ![]()
![]() Ад
= Ад.факт - Ад.исх
система управления станком вносит поправку
Ад
= Ад.факт - Ад.исх
система управления станком вносит поправку ![]() Ас,
в размер статической настройки, равную по величине
Ас,
в размер статической настройки, равную по величине ![]() Ад и противоположную ей по знаку. Принцип внесения поправки
заключается в регулировании расстояния между режущей кромкой (или кромками -
для многолезвийной обработки) инструмента и технологической базой детали.
Ад и противоположную ей по знаку. Принцип внесения поправки
заключается в регулировании расстояния между режущей кромкой (или кромками -
для многолезвийной обработки) инструмента и технологической базой детали.
Управление размером статической настройки может реализоваться двумя принципиально различными способами: с помощью специальных приводов малых перемещений по осям координат или с помощью приводов подач станка.
В первом случае компенсация упругих деформаций технологической системы достигается смещением с помощью автономного привода малых перемещений обрабатываемой заготовки относительно стола станка, движущегося по заданной программе. Структурная схема такой АС показана на (рис. 14.1).
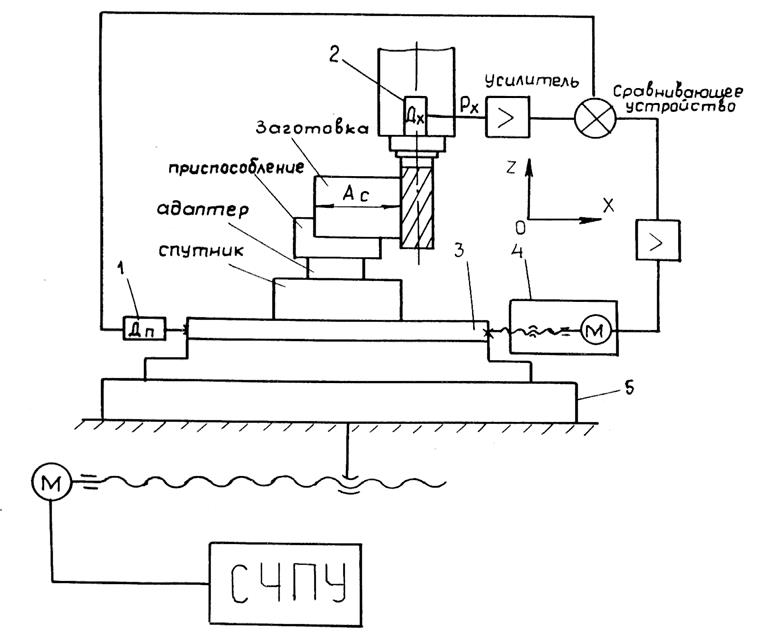
|
Рис. 14.1. Структурная схема АС управления точностью обработки с независимым контуром самонастройки. |
Предварительно усиленный сигнал с датчика 2 деформации Дх поступает на исполнительный привода малых перемещений 4, сдвигающий верхнюю плиту накладного динамометрического стола 3 вместе с установленным на ней спутником с заготовкой, закрепленной через адаптер в приспособлении, относительно стола 5 стакана. Величина корректирующего перемещения соответствует деформации технологической системы а его направление - противоположно.
Реализация данного способа управления размером статической настройки не зависит от типа приводов, системы ЧПУ и места установки основного датчика. В систему может быть введена также обратная связь по корректирующему перемещению Дx заготовки относительно стола станка с помощью датчика обратной связи 1 и сравнивающего устройства.
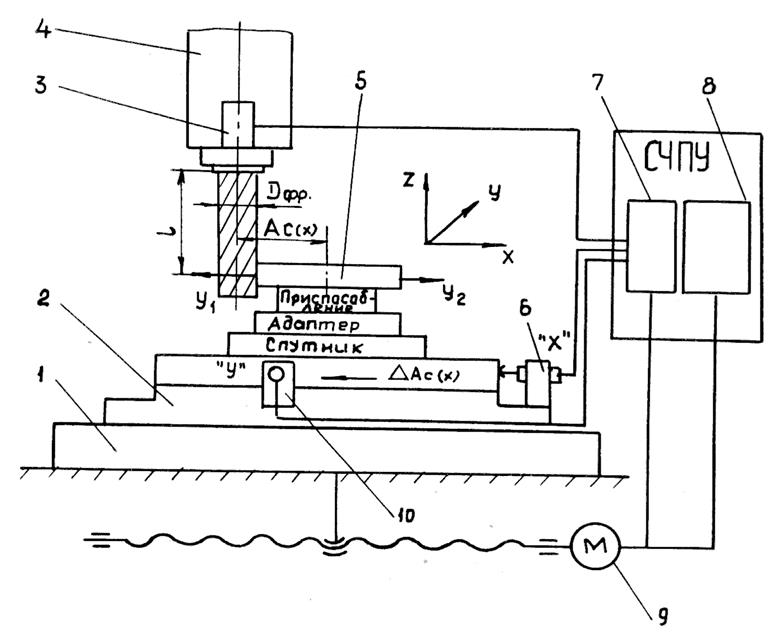
Второй способ компенсации упругих деформаций технологической системы основан на введении корректирующего воздействия непосредственно через приводы подач станка. На рис. 14.2 приведена структурная схема АС, реализующей этот способ.
|
Рис. 14.2. Схема АС управления точностью обработки путем компенсации упругих деформаций технологической системы через привод подачи станка. |
На схеме:
1 - стол станка; 2 – накладной динамометрический стол (НДС); 3 – датчик деформаций технологической системы; 4 – шпиндель станка; 5 – заготовка; 6 – датчик регистрации упругих деформаций НДС по оси X; 7 – блок обработки корректирующего сигнала; 8 – блок задания перемещений стола станка по осям X и Y; 9 – привод подачи стола по оси X; 10 – датчик регистрации упругих деформаций НДС по оси Y.
В
рассматриваемом примере величина и направление корректирующего перемещения, ![]() Ас(х) например по координате Х,
определяется как сумма деформации технологической системы Х1
и динамометрического стола Х2:
Ас(х) например по координате Х,
определяется как сумма деформации технологической системы Х1
и динамометрического стола Х2:
![]() Ас(х)
= Х1 + Х2. (1)
Ас(х)
= Х1 + Х2. (1)
Поскольку,
 ;
;  , то
, то  ,
,
где: j1 и j2 - соответственно жесткости технологической системы и динамометрического стола.
С учетом приведенных формул выражение (1) можно представить следующим образом:
 . (2)
. (2)
Входящая в выражение (2) жесткость динамометрического стола j2 известна, а жесткость технологической системы j1 определяется в основном наиболее слабым ее звеном, которым в данном случае является концевая фреза. Жесткость последней может быть определена опытным или расчетным путем в зависимости от ее диаметра Dфр и длины вылета из шпинделя l.
В СЧПУ корректирующий сигнал от блока 7 суммируется с основным, задаваемым блоком 8. Результирующее перемещение стола будет равно:
![]()
где: Vх- перемещение стола на 1o поворота вала двигателя привода подачи;
![]() - угол поворота вала шагового двигателя подачи.
- угол поворота вала шагового двигателя подачи.
Угол
поворота вала шагового двигателя подачи является результатом сложения
запрограммированного поворота ![]() и корректирующего поворота
и корректирующего поворота
![]() , компенсирующего упругие отжатия при обработке,
то есть:
, компенсирующего упругие отжатия при обработке,
то есть:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.