



Лекция 11
План:
1. Формирование размера динамической настройки.
2. Погрешность позиционирования. Управление погрешностями
станка с ЧПУ.
3. Пути управления точностью на МЦС с ЧПУ.
1. Формирование размера динамической настройки
Причиной появления размера динамической настройки АД являются упругие перемещения технологической системы под действием силы резания. В первом приближении для определения размера динамической настройки необходимо знать жесткость технологической системы j и действующее усилие резания Ру, направленное по нормали к обрабатываемой поверхности:
 .
.
С точки
зрения точности отрицательным фактором является колебание размера Ад,
то есть наличие погрешности ![]() Ад. На
колебание размера динамической настройки
Ад. На
колебание размера динамической настройки ![]() Ад
наиболее сильное влияния оказывают такие случайные факторы, как колебания
припуска и твердости материала заготовок, а так же затупление режущего
инструмента.
Ад
наиболее сильное влияния оказывают такие случайные факторы, как колебания
припуска и твердости материала заготовок, а так же затупление режущего
инструмента.
Изменение
размера динамической настройки Ад в зависимости от колебания
припуска заготовки ![]() заг и твердости
материала заготовки
заг и твердости
материала заготовки ![]() Ср можно
определить по формулам:
Ср можно
определить по формулам:
![]()
 ;
;  ,
,
где: t - глубина резания, мм;
S - подача, мм;
Ср - коэффициент, учитывающий твердость материала заготовки;
q - коэффициент, учитывающий другие условия обработки;
![]() - коэффициент, учитывающий отношение
нормальной составляющей Ру к общей силе резания.
- коэффициент, учитывающий отношение
нормальной составляющей Ру к общей силе резания.
Как следует из приведенных формул точность заготовок в значительной степени определяет колебание размера динамической настройки. Точность заготовок, в свою очередь, непосредственно зависит от метода их получения. В условиях единичного и мелкосерийного производства, на долю которого приходится примерно 70-75% всей продукции машиностроения, методы получения заготовок отличаются сравнительно невысокой точностью (литье в песчаные формы, свободная ковка в подкладных штампах, горячая штамповка в открытых штампах и др.). Допускаемые отклонения на размеры отливок из чугуна, стали, цветных металлов и сплавов в разовые формы, регламентированные ГОСТ, составляют 2-6мм для деталей средних размеров и 10-20мм - для крупногабаритных деталей. Допуски на изготовление поковок, получаемых ковкой в подкладных штампах согласно ГОСТ составляют 2-12мм и более в зависимости от размера заготовок.
Сильное влияние на точность обработки оказывает колебание твердости обрабатываемого материала. Так, согласно проведенным исследованиям рассевание твердости материала иногда достигает 30-40% от среднего значения твердости в пределах одной партии и до 17-25% на одной детали.
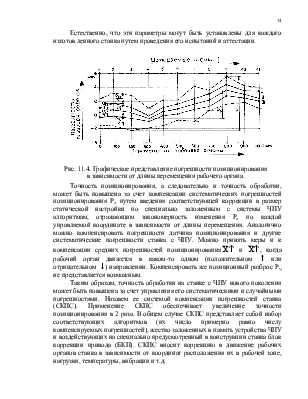
При
использовании обычных станков с ЧПУ для уменьшения погрешности ![]() Ад используют
традиционные пути:
Ад используют
традиционные пути:
1. Обработка в несколько проходов.
2. Обработка на заниженных режимах.
3. Ручной ввод коррекции в УП оператором.
4. Увеличение жесткости технологической системы.
Первые три пути связаны с потерей производительности обработки, а последний - с удорожанием станка.
Автоматический процесс обработки в ГПС исключает непосредственное участие рабочего в его выполнении и корректировке. Следовательно, на станке с ЧПУ, работающем в ГПС компенсация колебания размера динамической настойки должна осуществляться автоматически.
2. Погрешность позиционирования. Управление погрешностями станка с ЧПУ
Погрешность
позиционирования не следует отождествлять с разрешающей способностью системы
ЧПУ станка. Последняя определяет то минимальное расстояние (![]() l), которое может быть задано и
соответственно отработано рабочими органами станка. Погрешность
позиционирования
l), которое может быть задано и
соответственно отработано рабочими органами станка. Погрешность
позиционирования ![]() поз характеризует
практически достигаемую точность выхода рабочего органа в заданную управляющей
программой точку позиционирования. Как правило, погрешность позиционирования
поз характеризует
практически достигаемую точность выхода рабочего органа в заданную управляющей
программой точку позиционирования. Как правило, погрешность позиционирования ![]() поз в несколько раз (2-4)
превышает разрешающую способность станка
поз в несколько раз (2-4)
превышает разрешающую способность станка ![]() l.
l.
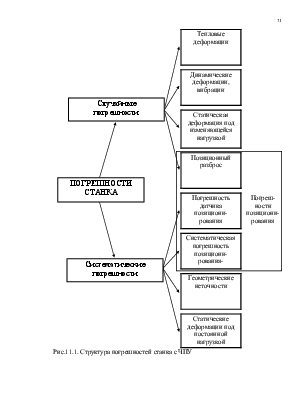
Прежде всего выделим место указанной погрешности в общей структуре основных погрешностей станка с ЧПУ (рис. 11.1).
Из схемы следует, что общая погрешность позиционирования станка с ЧПУ включает в себя следующие составляющие погрешности:
1. Систематические погрешности позиционирования, обусловленные неточностью изготовления ходовых винтов, приводящих в движение рабочие органы станка, и погрешностями датчиков позиционирования, осуществляющих задание положения и контроль перемещения рабочих органов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.