Аналогичные размерные связи с последующей количественной оценкой ожидаемой точности обработки могут быть построены для координатных направлений X и Y.
Итоговые данные ожидаемой точности обработки линейных размеров по всем осям координат на вертикальном МЦС с ЧПУ приведены в таблице 10.3. В таблице 10.4 приведены (по данным Мосстанкина) основные усредненные параметры точности, которые должны быть выдержаны при обработке в машиностроении большинства (порядка 80 - 85%) корпусных деталей. Из сравнения таблиц 10.3 и 10.4 следует, что требуемые параметры точности линейных размеров корпусных деталей не обеспечиваются при обработке их на рассмотренном МЦС с ЧПУ.
Таблица 10.3.
Ожидаемая точность обработки линейных размеров
на вертикальном МЦС с ЧПУ.
|
Погрешность |
Направление выдерживаемого размера |
||
|
Z |
X,Y |
X-Y |
|
|
|
0,082 |
0,07 |
0,1 |
|
|
0,072 |
0,06 |
0,084 |
|
|
0,038 |
0,035 |
0,049 |
|
|
0,005 |
0,005 |
0,007 |
Таблица 10.4.
Основные параметры точности корпусных деталей машиностроения
|
№ пп |
Параметр |
Требуемая точность параметра, мм |
|
1. |
Расстояние между плоской поверхностью и технологической базой детали |
0,03 -0,05 |
|
2. |
Расстояние между плоскими поверхностями: - на одной стороне детали - на противоположных сторонах детали |
0,03 - 0,05 не более 0,05 |
|
3. |
Расстояние между осью растачиваемого отверстия и технологической (конструкторской) базой детали |
0,05 |
|
4. |
Расстояния между осями растачиваемых отверстий |
0,05 |
3. Размерные связи и процесс образования погрешностей
диаметральных размеров при растачивании отверстий на МЦС.
Количественная оценка возможной точности обработки
Особенностью растачивания отверстий в корпусных деталях на многоцелевых станках (МЦС) является применение взаимозаменяемых консольных расточных оправок, настройка которых производится на оптических приборах вне станка.
Формирование
диаметра расточного отверстия (рис. 10.2, а) ![]() Д
Д![]() определяется
размерной цепью “А”:
определяется
размерной цепью “А”:
Д![]() = 2·А
= 2·А![]() ;
;
А![]() = R
= R![]() ;
;
А![]() = А1 + А2 + А3,
= А1 + А2 + А3,
где: А1 - размер настройки инструмента на приборе;
А2 - размер установки конуса оправки в шпинделе;
А3 - биение посадочного конуса.
Размер А1 будет формироваться в ходе выполнения двух следующих друг за другом этапов: настройка прибора и настройка инструмента.
При настройке инструмента
А1 = Б![]() = SБi = Б1 + ... + Бi,
= SБi = Б1 + ... + Бi,
где: Бi - звенья размерной цепи “Б”, определяющей настройку инструмента.
При настройке прибора:
Б1 = В![]() = SВi,
= SВi,
где: Вi - звенья размерной цепи “В”, определяющей настройку прибора.
Рассмотрим структурные размерные связи образования диаметрального размера при растачивании. Можно отметить, что принципиально этот процесс ничем не отличается от ранее рассмотренных процессов образования линейных размеров. В результате выполнения вышеназванных этапов настройки, на каждом из них возникают погрешности (таблица 10.5), которые являются составляющими для накопленной погрешности диаметрального размера. Учитывая это обстоятельство структура накопления погрешностей по размеру АD будет иметь следующий вид:
`![]() А
А![]() =`
=`![]() R
R![]() =`
=`![]() A1
+`
A1
+`![]() A2 + `
A2 + `![]() A3 ;
A3 ;
`![]() А1 =`
А1 =`![]() Б
Б![]() =`
=`![]() Б1
+ ... + ... +`
Б1
+ ... + ... +`![]() Бi
;
Бi
;
`![]() Б1 =`
Б1 =`![]() В
В![]() =`
=`![]() В1
+ ... + ... +`
В1
+ ... + ... +`![]() Вi
.
Вi
.
Если произвести количественную оценку суммарной погрешности диаметрального размера, то она будет равна:
![]() А
А![]() =
= ![]() R
R![]() = 0,043 мм;
= 0,043 мм;
![]() Д
Д![]() =2
=2![]() R
R![]() = 0,086 мм.
= 0,086 мм.
Полученная точность даже без учета погрешности динамической настройки не удовлетворяет техническим условиям на обработку корпусных деталей, поскольку диаметральные размеры основных отверстий задаются как правило по 7-8 квалитетам точности (для отверстий диаметром Æ30...100мм ТН7 = 0,021...0,035мм, ТН8 = 0,033...0,054мм).
|
|
Принимая во внимание результаты расчета, можно объяснить тот факт, что обработка точных отверстий на станках с ЧПУ выполняется обычно мерным инструментом, а расточные оправки и борштанги используются, как правило, для предварительной и получистовой обработки. Следовательно, работать взаимозаменяемым расточным инструментом в условиях ГПС и добиваться при этом высокой точности не представляется возможным. Поэтому необходимы другие способы настройки с целью получения высокой точности диаметральных размеров.
Формирование размерных связей, определяющих точность диаметрального размера растачиваемого отверстия.
|
Этап |
Размерные связи |
Очередность этапа |
|
шпиндель станка |
|
3 |
|
Настройка инструмента |
|
2 |
|
Настройка прибора |
|
1 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
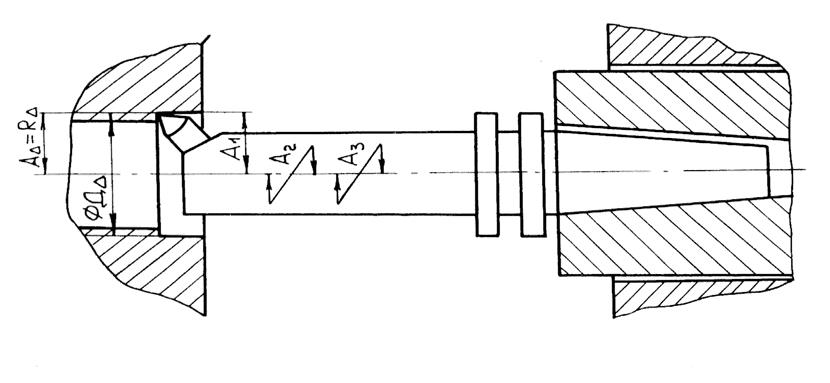 Рис.
10.2. Накопление погрешностей при растачивании отверстий на МЦС с ЧПУ
Рис.
10.2. Накопление погрешностей при растачивании отверстий на МЦС с ЧПУ