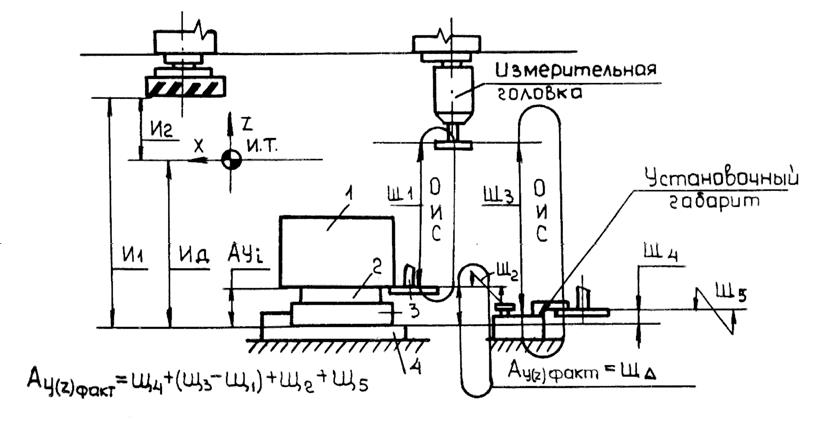
После установки спутника с заготовкой в позиционное приспособление, приводы станка выводят стол в измерительную позицию по координатам Х и Y. С помощью измерительной головки (рис. 12.3) определяются два размера: Щ3 (тарировка головки) и Щ1 (положение технологической базы заготовки). Рабочая поверхность установочного габарита (эталона) выставлена относительно базовой поверхности позиционного приспособления на строго фиксированный размер Щ4. Звенья Щ2 и Щ5 характеризуют точность измерения размеров телеметрической щуповой головкой.
Алгебраическая сумма составляющих звеньев размерной цепи «Щ» определяет фактический размер установки Ау(z)факт.
|
Рис. 12.3. Определение фактического размера установки Ау(z)факт с помощью измерительной головки: (1 - заготовка; 2 - адаптер; 3 - спутник; 4 - позиционное приспособление). |
Ау(z)факт = Щ![]() = Щ4 + Щ3 - Щ1
- Щ2 - Щ5.
= Щ4 + Щ3 - Щ1
- Щ2 - Щ5.
В свою очередь погрешность размера установки:
 , (2)
, (2)
где: ![]() Щ1,
Щ1,
![]() Щ3
- погрешность позиционирования рабочего органа станка по координате Z (
Щ3
- погрешность позиционирования рабочего органа станка по координате Z (![]() Щ1 =
Щ1 =
![]() Щ3 =
Щ3 = ![]() Н2);
Н2);
![]() Щ2,
Щ2, ![]() Щ5 - погрешность измерения, допускаемая измерительной головкой;
Щ5 - погрешность измерения, допускаемая измерительной головкой;
![]() Щ4 - погрешность выставки рабочей поверхности габарита
относительно базовой поверхности позиционного приспособления.
Щ4 - погрешность выставки рабочей поверхности габарита
относительно базовой поверхности позиционного приспособления.
Полученное значение размера установки АУ(z)факт в системе управления размерной настройки сравнивается с заданным на этапе разработки управляющей программы. В результате сравнения определяется величина необходимой поправки (коррекции). Существуют принципиально два возможных варианта реализации коррекции.
Первый вариант - отработать коррекцию в контуре размера установки детали АУ(z). Для этого необходимо иметь точный механизм малых перемещений закрепленного спутника с заготовкой относительно позиционного приспособления. Решить эту задачу сложно, как в конструктивном, так и в метрологическом плане.
Второй вариант - отработать коррекцию в контуре размера статической настройки инструмента АC(z), то есть за счет смещения исходной точки.
Очевидно, что второй вариант внесения поправки является более перспективным, поскольку его проще реализовать. Кроме того такой вариант введения коррекции размера установки надежнее.
3. Количественная оценка возможной точности обработки линейных размеров на вертикальном МЦС с ЧПУ, оснащенном СНИ и СКПУ
На
основе полученных зависимостей (1) и (2) оценим предельно возможную точность
получения размера обработки А![]() (z) от базы детали по координатному
направлению Z, то есть погрешность
(z) от базы детали по координатному
направлению Z, то есть погрешность![]() А
А![]() (z), и
отдельно ее составляющие: погрешность установки
(z), и
отдельно ее составляющие: погрешность установки ![]() Ау(z) и статической настройки
Ау(z) и статической настройки ![]() Ас(z)
(табл. 12.1). Сравним полученные величины с одноименными погрешностями, которые
имеют место при обработке на том же вертикальном МЦС с ЧПУ (модели 243ВМФ2),
который не оснащен системами СНИ и СКПУ (табл. 12.2). После проведения расчетов
сравним также численное значение суммарной погрешности обработки
Ас(z)
(табл. 12.1). Сравним полученные величины с одноименными погрешностями, которые
имеют место при обработке на том же вертикальном МЦС с ЧПУ (модели 243ВМФ2),
который не оснащен системами СНИ и СКПУ (табл. 12.2). После проведения расчетов
сравним также численное значение суммарной погрешности обработки ![]() А
А![]() (z) с основными
требованиями к точности линейных размеров, предъявляемыми к обработке корпусных
деталей на станках с ЧПУ и в ГПС.
(z) с основными
требованиями к точности линейных размеров, предъявляемыми к обработке корпусных
деталей на станках с ЧПУ и в ГПС.
Из
таблицы 12.2 следует, что применение в составе вертикального МЦС систем СНИ и
СКПУ позволяет существенно уменьшить значение погрешностей установки ![]() Ау(z)
и статической настройки
Ау(z)
и статической настройки ![]() Ас(z) соответственно в 1,6 и 3 раза.
Общая же точность обработки
Ас(z) соответственно в 1,6 и 3 раза.
Общая же точность обработки ![]() А
А![]() (z)
увеличивается в 2,3 раза и примерно соответствует предъявляемым требованиям к
точности обработки линейных размеров корпусных деталей (примерно 0,03 - 0,05
мм). Дальнейшего повышения точности обработки можно ожидать за счет применения систем
СКПС и САУ.
(z)
увеличивается в 2,3 раза и примерно соответствует предъявляемым требованиям к
точности обработки линейных размеров корпусных деталей (примерно 0,03 - 0,05
мм). Дальнейшего повышения точности обработки можно ожидать за счет применения систем
СКПС и САУ.
Из анализа результатов расчета следует так же, что особое внимание следует уделить повышению точности позиционирования рабочих органов станка и измерительной головки а также точности ее измерения. Эти мероприятия позволяют добиться дальнейшего сокращения составляющих погрешностей статической настройки wАС и установки wАУ.
Таблица 12.1.
Количественная оценка погрешностей ![]() Aу(z),
Aу(z),
![]() Ac(z)
и
Ac(z)
и ![]() A
A![]() (z)
(z)
на вертикальном МЦС с ЧПУ, оснащенном СНИ и СКПУ.
|
№ п/п |
Погреш- ность |
Количественная оценка |
|
1 |
уста- новки
|
Принимаем:
|
|
2 |
стати- ческой настройки
|
Принимаем:
|
|
3 |
динами-ческой настройки
|
Принимаем: |
|
4 |
Суммарная |
|
Таблица 12.2.
Точность обработки линейного размера по координате Z на МЦС с ЧПУ.
|
Погрешность по координате Z |
МЦС с ЧПУ, оснащенный СНИ и СКПУ |
МЦС с ЧПУ без СНИ и СКПУ |
Увеличение точности, раз |
|
|
0,024 |
0,072 |
3 |
|
|
0,024 |
0,038 |
1,6 |
|
|
0,035 |
0,082 |
2,3 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

 =
=