|
Номер операции |
Т0 |
Тв |
Топ |
Тоб |
Тоm |
Тшт |
|||
|
Тус |
Туп |
Тизм |
Ттех |
Торг |
|||||
|
005 |
1,33 |
0,075 |
0,01 |
0,065 |
1,48 |
0,03 |
0,025 |
0,089 |
1,62 |
|
010 |
1,33 |
0,075 |
0,01 |
0,065 |
1,48 |
0,03 |
0,025 |
0,089 |
1,62 |
|
015 |
0,54 |
0,06 |
0,02 |
0,065 |
0,69 |
0,025 |
0,012 |
0,041 |
0,77 |
|
020 |
0,72 |
0,12 |
0,033 |
0,025 |
0,9 |
0,004 |
0,015 |
0,054 |
0,97 |
|
025 |
0,72 |
0,15 |
0,033 |
0,025 |
0,9 |
0,004 |
0,015 |
0,054 |
0,97 |
|
030 |
0,05 |
0,03 |
0,02 |
0,1 |
0,2 |
0,004 |
0,003 |
0,012 |
0,22 |
|
035 |
0,05 |
0,05 |
0,03 |
0,1 |
0,23 |
0,001 |
0,004 |
0,014 |
0,25 |
|
040 |
0,15 |
0,04 |
0,01 |
0,05 |
0,65 |
0,003 |
0,011 |
0,039 |
0,70 |
|
045 |
0,14 |
0,03 |
0,02 |
0,19 |
0,003 |
0,011 |
0,20 |
||
Топ = Т0 + Тв – оперативное время;
Т0 – время обработки;
Тв = Тус + Туп + Тизм – вспомогательное время;
Тус – время на установку;
Туп – время на управление;
Тизм – время на измерение;
Тшт = Топ + Тоб + Тоm – штучное время;
Тоб – время на обслуживание станка (оперативное);
Тоб = Ттех + Торг
Ттех – техническое оперативное обслуживание;
Торг – организационное время;
Тоm – время на отдых и естественные надобности;
Торг = 1,7*Топ
Тom = 6 %Топ.
2. Конструкторский раздел
В конструкторский раздел входит разработка и проектирование приспособлений, наладок, а также проектирование режущего и мерительного инструмента. В заключительной части – строительная планировка поточной линии с отдельным листом компоновочной схемы агрегатного станка.
2.1. Проектирование приспособлений
Проектирование приспособлений производим на ответственные операции: такие как агрегатная операция и фрезерная операция фрезерования паза.
Для агрегатной операции расчет производим по максимальному крутящему моменту и осевой силе.
Таблица 2.1
|
Усилие |
Номер позиции |
|||||
|
II |
III |
IV |
V |
VI |
VII |
|
|
Мкр, кгс*м |
6 |
10,5 |
3,5 |
2,4 |
2,8 |
1,3 |
|
Р0, кгс |
600 |
800 |
100 |
80 |
20 |
20 |
Производим расчет усилия зажима по формуле:
где К = 1,3 – коэффициент запаса прочности при обработке чугуна по корке (предварительная обработка);
Мкр = 10,5 кгс*м – крутящий момент при зенкеровании;
f2 = 0.2 – коэффициент трения;
Р0 = 800 кгс – осевое усилие;
D и d – диаметры установки.
Определяем диаметр поршня из формулы:

 , отсюда
, отсюда
Для фрезерной операции схема установки должна соответствовать смещению заготовки с предупреждением сил трения, возникающими в местах контакта заготовки с опорами и зажимными элементами.
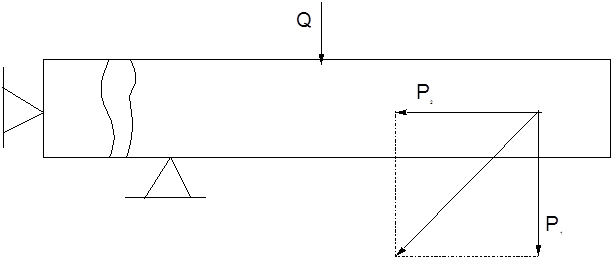 |
где k = K = 1,4 – коэффициент запаса прочности при фрезеровании;
f1 = f2 = 0.2 – коэффициент трения Þ 
Р2 = Ру = 0,4Рz = 0,4*275 = 110 кгс
Определяем диаметр поршня пневматического привода:
 - площадь поршня.
- площадь поршня.
Р = 6 кг/см2 – давление в системе
 где d = 20 мм.
где d = 20 мм.

2.2. Проектирование инструментальной наладки
Для проектирования наладки необходимы: выбранный станок, режущий и вспомогательный инструмент и взаимное расположение режущего инструмента относительно обрабатываемой поверхности.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.